The Untypical Refrigeration System

Figure
1. Electric suction line regulator. (Figures shown in this feature are courtesy
of Parker Hannifin.)
It is also typical that there would be several SST groups in a supermarket. For example: medium-temperature (MT) fixtures/boxes at 15°F and 25°, and low-temperature (LT) fixtures/boxes at -13° and -23°. It is also typical that there would be a variation of temperatures between the evaporator circuits within each suction group. The circuits connected to the 15° MT rack might vary in design from 15° for the service deli cases to 25° for the bakery walk-in cooler. These variations in design SST require some form of temperature control for each individual evaporator circuit.
But for the last five years, the supermarket industry has undergone a gradual shift in thinking regarding the preferred method for controlling evaporator discharge air temperature. You might call it an untypical … and more modern approach.
Mechanical evaporator pressure regulator (EPR) valves continue to have a strong following, and are still used in the majority of applications. However, the margin over the up-and-coming alternate choice - electric suction line regulators - is shrinking. As the name implies, this is a regulator that is installed in the suction line, and utilizes an electric step motor to drive the piston open or closed. Hence the name electric suction line regulator (Fig. 1).
In this story - the first of a multipart series regarding the changes taking place in supermarket refrigeration - we will look at some of those typical ways of currently doing business and what might be driving the changes that we will look at in future parts of this series.
EVAPORATOR SST
Evaporator SST is the temperature design criteria specified on the supermarket equipment legend. Maintaining a constant evaporator SST can be achieved with a mechanical EPR. It is designed to maintain a constant refrigerant pressure in the evaporator, which then maintains the constant SST. This will provide a fairly constant discharge air temperature, and has been the standard method of circuit temperature control dating back to the 1970s.There are a few drawbacks to this method of circuit temperature control. There is no perfect correlation between SST and discharge air temperature. As the system conditions and/or the refrigeration load changes, maintaining a constant SST will result in some variation in discharge air temperature (Fig. 2).
This will not be problematic in all applications. Canned beverages and bottled water can certainly tolerate wider temperature swings without the risk of spoilage. In other applications, such as a fresh meat display, precise temperature control is essential for product integrity.
Additionally, more consistent discharge air temperatures may be required to satisfy the requirements of regulations such as HACCP (Hazard Analysis of Critical Control Points) begins with the evaluation of a situation, to assess the possibility of consumer health hazard.
Such an evaluation depends on three factors:
1. Does the product contain contaminant-sensitive ingredients?
2. Does its manufacturing involve a controlled process step such as sufficiently high temperature, pH change, or other process that can eliminate the hazard?
3. Does its distribution chain pose any potential hazard?
In the next step, critical control points (CCPs) are identified with maximum assurance. These are the locations in the processing plant where failure to prevent contamination can be detected through instruments such as recording thermometers.
Multiplex compressor racks are typically controlled by a central processor, commonly referred to as an energy management system (EMS). Amongst its many functions is the ability to control pressure and temperature parameters in the supermarket. It will monitor the evaporator discharge air temperature of each system, and might even have a provision to cycle off a liquid solenoid valve to provide a safety against a low-fixture temperature.
The EMS is capable of providing a control signal in response to a fixture discharge air temperature that has strayed outside of its set-point parameter. While this can be used to generate an alarm for monitoring purposes, the EPR set point cannot be changed with a simple control signal. A setting change of that nature would require an onsite technician to make the adjustment.
Herein is the limitation of the mechanical EPR. While it does provide a fairly consistent discharge air temperature by maintaining a constant SST, it cannot be modulated by the EMS when the discharge air temperature strays outside of the design set-point parameter. The inability of the EMS to control the EPR can certainly cause the discharge air temperature to rise above or fall below the design set point.
While the main focus of temperature control is to ensure that the refrigerated product does not suffer a loss of integrity, or prematurely spoil, there is another aspect of display case and/or walk-in box temperature control that should not be overlooked: It is never necessary for the discharge air temperature to fall below the design set point. More importantly, when the discharge air temperature does fall below its set point, it is accomplished by an unnecessary expenditure of energy.
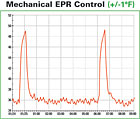
Figure 2. As the system conditions and/or the refrigeration load changes, maintaining a constant SST will result in some variation in discharge air temperature.
PULLDOWN AFTER DEFROST
Every refrigeration circuit in the supermarket will undergo one or more defrost cycles per day. Regardless of the defrosting method employed (off cycle, electric, gas), the product temperature will be well above its design temperature set point upon termination of the defrost cycle. The evaporator will be under its highest load condition at the very moment the defrost cycle terminates.Product integrity requires that the discharge air temperature be reduced to the design set point promptly after the defrost cycle terminates. Given the high load condition when the refrigeration mode resumes, the EPR will immediately open to 100 percent of its stroke, quickly reducing the evaporator pressure. Once the circuit pressure has been reduced to the EPR set point, the valve will start to throttle in an effort to maintain constant pressure - its design function.
This will happen well before the discharge air temperature has reduced to the design set point. The reason is because the EPR maintains a constant pressure in the evaporator, and only indirectly maintains a relatively constant discharge air temperature. The EPR does not sense discharge air temperature and therefore can do nothing to respond and provide a quicker pull-down after defrost. It can prematurely throttle after the defrost termination in an effort to maintain its control parameter evaporator pressure.
SETTING THE STAGE
All this is setting the stage for increasing use of electric suction line regulators - and that will be the focus of the next installment in this series.Publication Date: 01/12/2009
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






