Preventing Induced Electrical Damage
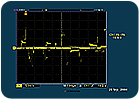
FIGURE 1: The voltages produced by the the switching frequencies of insulated-gate bipolar transistors (IGBT) can be measured by touching an oscilloscope probe to the shaft while the motor is running. Results can register 70 volts or more (peak-to-peak) and are often displayed in the format seen here. (Click on the image for an enlarged view.)
Today, the challenge facing system designers and engineers is to minimize damage to ac motors from shaft current. From its first minute of operation, a VFD induces destructive voltages that build up on the motor shaft until they find discharge paths to the frame (ground). In most cases, the motor bearings present the path of least resistance. Once voltage is sufficient to overcome the resistance of the oil film layer in the bearing, shaft current discharges, causing electrical discharge machining (EDM) pits and fusion craters in the race wall and ball bearings.
This phenomenon continues until the bearings become so severely pitted that fluting, excessive noise, and failure occur. Mitigation of this damage is possible through various strategies. In examining these strategies, most find that some techniques are narrow in application, most are costly, and many are not technically feasible.
VFDs INDUCE SHAFT CURRENTS IN AC MOTORS
Due in large part to an increased focus on energy savings, the use of pulse-width-modulated (PWM) VFDs to control ac motors has grown dramatically over the last few years. While they offer low operating costs and high performance, VFDs are not without their problems.Shaft currents induced by VFDs can lead to motor failures. Without some form of mitigation, shaft currents travel to ground through bearings, causing pitting, fusion craters, fluting, excessive bearing noise, eventual bearing failure, and subsequent motor failure. This is not a small problem. Consider:

FIGURE 2. New bearing race: Viewed under a scanning electron microscope, a new bearing race wall is a smooth surface. As the motor runs, a track eventually forms where the bearing ball contacts the wall. With no electrical discharge damage, this type of mechanical wear would be the only cause of degradation. (Click on the image for an enlarged view.)
ELECTRICAL DAMAGE TO BEARINGS
Due to the high-speed switching frequencies used in PWM inverters, all VFDs induce shaft current in ac motors. The switching frequencies of insulated-gate bipolar transistors (IGBT) used in these drives produce voltages on the motor shaft during normal operation through electromagnetic induction. These voltages, which can register 70 volts or more (peak-to-peak), are easily measured by touching an oscilloscope probe to the shaft while the motor is running (See Figure 1).Once these voltages reach a level sufficient to overcome the dielectric properties of the grease in the bearings, they discharge along the path of least resistance - typically the motor bearings - to the motor housing. (Bearings are designed to operate with a very thin layer of oil between the rotating ball and the bearing race.) During virtually every VFD cycle, induced shaft voltage discharges from the motor shaft to the frame via the bearings, leaving a small fusion crater in the bearing race. These discharges are so frequent that before long the entire bearing race becomes marked with countless pits known as frosting. As damage continues, the frosting increases, eventually leading to noisy bearings and bearing failure.
A phenomenon known as fluting may occur as well, producing washboard-like ridges across the frosted bearing race. Fluting can cause excessive noise and vibration that, in HVAC systems, is magnified and transmitted by the ducting. Regardless of the type of bearing or race damage that occurs, the resulting motor failure often costs many thousands or even tens of thousands of dollars in downtime and lost production.
Failure rates vary widely depending on many factors, but evidence suggests that a significant portion of failures occur only 3 to 12 months after system startup. Because many of today’s ac motors have sealed bearings to keep out dirt and other contaminants, electrical damage has become the most common cause of bearing failure in ac motors with VFDs. If one-half of all ac motor failures are due to bearing failure, almost 80 percent of these are caused by electrical damage to bearings.

FIGURE 3. Pitting: This figure shows a frosted bearing race wall after 5,400 hours of continuous use in a VFD/AC motor system. Early damage typically takes the form of pitting. These fusion craters increase in number and size as each cycle of induced voltage discharges from the shaft through the bearings to the frame and ground. As new fusion craters form over old ones, a “frosted” surface appears.
STRATEGIES
As demonstrated above, electrical damage to VFD/AC motor bearings begins at startup and grows progressively worse. As a result of this damage, the bearings eventually fail. To prevent such damage in the first place, the induced shaft current must be diverted from the bearings by insulation and/or an alternate path to ground.Insulating motor bearings is a solution that tends to shift the problem elsewhere as shaft current looks for another path to ground. Sometimes, because of the capacitive effect of the ceramic insulation, high-frequency VFD-induced currents actually pass through the insulating layer and cause bearing failure. If attached equipment, such as a pump, provides this path, then the other equipment often winds up with bearing damage of its own. Insulation and other bearing-isolation strategies can be costly to implement.
When properly implemented, alternate discharge paths are preferable to insulation because they neutralize shaft current. Techniques range in cost and sometimes can only be applied selectively, depending on motor size or application. The ideal solution would provide a very-low-resistance path from shaft to frame, would be low cost, and could be broadly applied across all VFD/AC motor applications, affording the greatest degree of bearing protection and maximum return on investment.

FIGURE 4. Fluting: In a phenomenon known as fluting, the operational frequency of the VFD causes concentrated pitting at regular intervals along the bearing race wall, forming a “washboard” pattern. This pattern results in vibration and noise. In an HVAC system, this noise can be transmitted throughout a facility via air ducts.
SHAFT-CURRENT MITIGATION TECHNOLOGIES
Although there are a number of technologies now available to protect ac motor bearings from damage due to shaft currents, few meet all the criteria of effectiveness, low cost, and application versatility.Faraday shield: The shield prevents the VFD current from being induced onto the shaft by effectively blocking it with a capacitive barrier between the stator and rotor. This solution, however, is extremely difficult to implement, expensive, and has been generally abandoned as a practical solution.
Insulated bearings: Insulating material, usually a nonconductive resin or ceramic layer, isolates the bearings and prevents shaft current from discharging through them to the frame. This forces current to seek another path to ground, such as through an attached pump or tachometer or even the load. Due to the high cost of insulating the bearing journals, this solution is generally limited to larger-sized National Electrical Manufacturers Association (NEMA) motors. Sometimes high-frequency VFD-induced currents actually pass through the insulating layer and cause bearing damage anyway. Another drawback is the potential for contaminated insulation, which over time can establish a current path through the bearings.
Ceramic bearings: The use of nonconductive ceramic balls prevents the discharge of shaft current through this type of bearing. As with other isolation measures, shaft current will seek an alternate path to ground. This technology is costly and in most cases motors with ceramic bearings must be special ordered and have long lead times. In addition, because ceramic bearings and steel bearings differ in compressive strength, ceramic bearings must be resized in most cases to handle mechanical static and dynamic loadings.
Conductive grease: In theory, because this grease contains conductive particles, it would provide a lower-impedance path through the bearing and would bleed off shaft current through the bearing without the damaging discharge. Unfortunately, the conductive particles in these lubricants increase mechanical wear to the bearing, rendering the lubricants ineffective and often causing premature failures. This method has been widely abandoned as a viable solution to bearing currents.
Grounding brush: A metal brush contacting the motor shaft is a more practical and economical way to provide a low-impedance path to ground, especially for larger NEMA-frame motors. However, these brushes pose several problems of their own:
Shaft grounding ring (SGR): (See sidebar.) This new approach involves the use of a ring of specially engineered conductive micro fibers to redirect shaft current and provide a reliable, very-low-impedance path from shaft to frame, bypassing the motor bearings entirely. The ring’s patent-pending Electron Transport Technology™ uses the principles of ionization to boost the electron-transfer rate and promote extremely efficient discharge of the high-frequency shaft currents induced by VFDs.
The Aegis SGR™ channels shaft currents around the ac motor bearings and protects them from electrical damage. It can be applied to virtually any size ac motor in virtually any VFD application.
SIDEBAR: IONIZATION TECHNOLOGY
Engineer William Oh of Electro Static Technology (EST), an Illinois Tool Works company, invented Electron Transport Technology™. EST develops passive ionization technology solutions for the industry.The Aegis SGR™ Conductive MicroFiber Shaft Grounding Ring offers a combination of benefits including:
Scalability: Aegis technology is scalable to all sizes of National Electrical Manufacturers Association (NEMA)-frame and larger motors regardless of shaft size or application. Introduced to the market in May 2005, the SGR was designed for motors with shafts from 0.311 to 6.020 inches including NEMA and International Electrotechnical Commission (IEC) frames, as well as high-hp ac and dc motors. Aegis SGRs have been applied to power generators, gas turbines, wind turbine generators, ac traction and break motors, clean room and HVAC systems, and a long list of other industrial and commercial applications.
Installation and maintenance: The SGR is installed by sliding the ring over either end of the motor shaft and locking it in place with screw-on mounting brackets. Because no machining is required, the SGR can be installed in minutes. Once installed, the Aegis SGR requires no maintenance. With no parts to wear out, the SGR lasts as long as the bearings. A split-ring design allows installation around the shaft without disassembling attached equipment.
Low cost and high return on investment: The cost of installing an Aegis SGR in a VFD/AC motor system is very low when compared to the cost of the overall system, usually less than 1 percent of the equipment cost. By preventing electrical damage to bearings, the SGR protects the VFD system from the costly downtime of unplanned maintenance. In some production applications, even a momentary stoppage due to motor failure can cost more than $250,000, excluding the cost of repairing the motor.
For more information, visit www.est-aegis.com.
Publication date: 04/09/2007
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



