Fundamentals Of Head Pressure Control
It is said that necessity is the mother of invention. As energy prices soared in the 1970s, supermarket owners sought ways to reduce their enormous utility bills.
Unlike comfort cooling equipment, which may operate only in warmer months, a supermarket's compressors run year-round.
The refrigeration equipment will account for approximately 50 percent of the total electrical consumption in the typical supermarket every month, with the compressor as the largest user. As such, there is the potential for conservation measures to have a huge impact on the monthly utility bill.
One means of reducing a compressor's electrical consumption is to lower the discharge (head) pressure. The head pressure will be at its highest during the heat of summer, when the ambient temperature is close to design conditions. This is also when the compressor motor amperage will be at its highest.

For example, one manufacturer's 20-hp compressor - using R-404A and operating at -25 degrees F superheat suction temperature (SST) (13 psig) and 110 degrees superheat condensing temperature (SCT) (272 psig), with 5 degrees liquid subcooling and a 50 degree return gas temperature - will deliver 61,389 Btuh.
At this condition, the compressor motor's current draw is 40 amps. This may be one of several compressors (of varying sizes) on the low-temperature rack in a supermarket. A 30 degree reduction in condensing temperature (110 degrees to 80 degrees) will reduce the current draw to 37.5 amps. While a 6.75-percent reduction is significant, it's only part of the story.
The typical supermarket compressor rack will run a reasonably constant suction pressure, regardless of head pressure. This is determined by the saturated suction temperature requirements of the lowest operating system connected to the rack, and maintained by the energy management system. Unless the suction pressure requires readjustment, the only reduction in compression ratio (ratio of absolute discharge pressure/absolute suction pressure) will come from lowering the head pressure.
Looking for quick answers on air conditioning, heating and refrigeration topics? Try Ask ACHR NEWS, our new smart AI search tool. Ask ACHR NEWS
In this case, lowering the condensing temperature to 80 degrees (175 psig) will yield a significantly lower compression ratio (10.35:1 vs. 6.87:1). Using the same compressor data, the net result of this lower compression ratio is a 31-percent increase in compressor capacity.
So, in addition to a 6.75-percent reduction in current draw, the 31-percent increase in compressor capacity means that fewer compressors will be required to operate to achieve the same pumping capacity. This is where the real savings originate: increased compressor volumetric efficiency.
Condenser capacities are based, in part, on temperature difference (TD) between the ambient and the refrigerant condensing temperature. As the ambient falls and the TD increases, the condenser capacity will increase.
For example, a condenser rated at 150,000 Btuh at 110 degrees of SCT and 10 degrees TD would have a capacity of 750,000 Btuh with a 50 degrees TD. In layman's terms, it now has become five times larger than it needs to be. An oversized condenser means lower head pressure, and reduced electrical consumption.
When the actual ambient is below the design ambient, we can take advantage of the now greater condenser capacity, allow the head pressure to fall, and start reaping the benefits - to a point. Too much of any good thing can become problematic, and reducing head pressure is no exception. If the head pressure is allowed to fall below certain minimums, system performance can be adversely affected in the following areas:
Underfeeding TEVs And Starving Evaporators
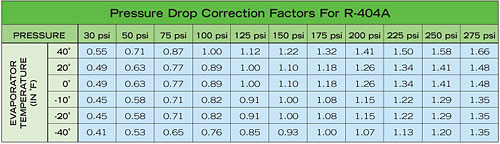
There are several factors that determine TEV capacity such as refrigerant type, evaporator temperature, delta P (pressure drop) across the TEV port, and liquid temperature. The nominal valve capacity (which is the capacity listed on the box) is that capacity which the valve will deliver at the nominal rating condition.The rating condition for high-pressure refrigerants (such as R-404A, -507 or -22) is a 40 degree evaporator temperature, 100-pounds delta P across the valve port, and 100 degrees liquid temperature. If the actual conditions are different than the nominal rating condition, then the actual valve capacity will be different than the nominal capacity.
For example, the Sporlan EGSE-2 valve has a nominal capacity of 2.04 tons (at the nominal rating condition). When applied on a system operating at -40 degrees, the actual capacity for the EGSE-2 is 1.4 tons.
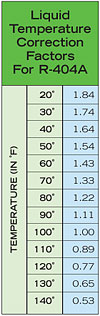
Similarly, altering either the delta P across the valve port (Figure 2) or the liquid temperature (Figure 3) from the rating condition will result in a different valve capacity.
The delta P across the TEV port is not simply the difference between liquid pressure and evaporator pressure. If there is a refrigerant distributor in the circuit, its delta P must be considered in the equation as well. The typical refrigerant distributor/tube assembly (in a high pressure refrigerant system), when correctly sized, will provide approximately a 35-pound delta P. In Fig. 1, the TEV delta P is calculated as follows: 226 pounds (liquid pressure) minus 45 pounds (the sum of 35 pounds distributor/tube assembly delta P plus 10 pounds evaporator inlet pressure), equals a 181-pound delta P across the TEV port. As the head pressure lowers, the available delta P across the TEV port is also lowered.
While lowering the head pressure results in a delta P reduction (which will decrease TEV capacity), this is accompanied by a lower liquid temperature (a result of the lower condensing temperature) which will increase the TEV capacity. The effect of lower delta P (reduced valve capacity) and lower liquid temperatures (increased valve capacity) will tend to negate each other without any significant change in TEV capacity.
A supermarket rack that utilizes a mechanical liquid subcooler is a different story. A reduction in delta P without an offsetting reduction in liquid temperature will result in a lower TEV capacity. The EGSE-2, at a -25 degrees evaporator temperature, 219-pound delta P (110 degrees condensing), and 50 degrees liquid temperature, will have a capacity of 36,600 Btu. Lowering the condensing temperature to 80 degrees in the winter reduces the delta P to 122 pounds, resulting in a TEV capacity of 27,300 Btuh.
While the lower head pressure yields reduced motor current and increased compressor efficiency, if lowered too far, eventually the TEV capacity would not be able to meet the demands of the evaporator load.
When this occurs, a portion of the evaporator will cease to transfer heat effectively, as liquid refrigerant would no longer be available to feed it. This will be evidenced by the higher superheat at its outlet. That portion of the evaporator that only sees refrigerant vapor essentially has become an extension of the suction line; it performs no useful work at all.
Reducing the TEV capacity, which leads to a starving evaporator, has, in effect, reduced the evaporator capacity. The end result is increased discharge air temperatures.
Oil Logging
Because the refrigerant and oil do not mix completely, a minimum refrigerant velocity in the suction line (particularly the riser) is required for the oil to return properly to the compressor. There is a delicate balance between an oversized suction line, which would adversely affect proper oil return, and an undersized suction line, which would cause unnecessary pressure drop and the resulting capacity de-crease. At a full-load condition, the suction riser delta P, and refrigerant velocity will be at their peak. If sized correctly, the delta P will be tolerable, and the velocity will be great enough for proper oil return. When the ambient temperature has decreased to that point where TEV capacity cannot meet the evaporator load demand (from the lower head pressure; available delta P), the refrigerant mass flow in the evaporator will start decreasing. This in turn reduces the refrigerant velocity in the suction riser.There is some leeway in maintaining proper oil return with slightly reduced velocities. However, as the ambient temperature continues to fall (reducing delta P, TEV capacity, mass flow, and velocity), eventually the point will be reached where the velocity is simply too low for oil to return to the suction riser; it will log in the evaporator. Not only does this use valuable evaporator surface necessary for heat transfer, but if serious enough, may rob the available oil from the compressors for adequate lubrication. This will lead to compressor oil failure controls tripping and the appearance of low oil levels in the system.
There may be temporary periods where the load is high enough (for example after a defrost cycle) for adequate velocity to allow the logged oil to return. Large amounts of oil sitting in the evaporator, if allowed to return in bulk, could seriously damage a compressor. This is a situation which should be avoided.
Compressor Efficiency, Discharge Temperatures
It might seem a little odd for a compressor to operate less efficiently and at higher discharge temperatures from a reduce load condition. However, this is the result when the reduced load comes in the form of an underfeeding TEV, and the resulting high superheats. High superheat at the evaporator outlet means the suction vapor temperature entering the compressor will be warmer too. The specific volume (in cubic feet per pounds) of the refrigerant vapor will increase as the temperature increases.While the compressor will continue to pump the same "volume" of refrigerant, with the less dense vapor, the mass flow (in pounds per minute) will decrease, reducing its effective pumping capacity.
In addition, increasing the suction vapor temperature will result in higher discharge temperatures. In fact, for every 1 degree increase in suction gas temperature, there is an approximate 1 degree increase in discharge temperature. So while the underfeeding TEV will reduce the Btu load on the compressor, it also will cause less efficient operation at higher discharge temperatures.
Next month: Methods of maintaining the head pressure control at a minimum.
Demma is a senior supermarket application engineer at Sporlan Valve Co. (www.sporlan.com).
Publication date: 11/01/2004
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



