Inside Filter Driers
These valuable components keep systems clean but can become restricted themselves
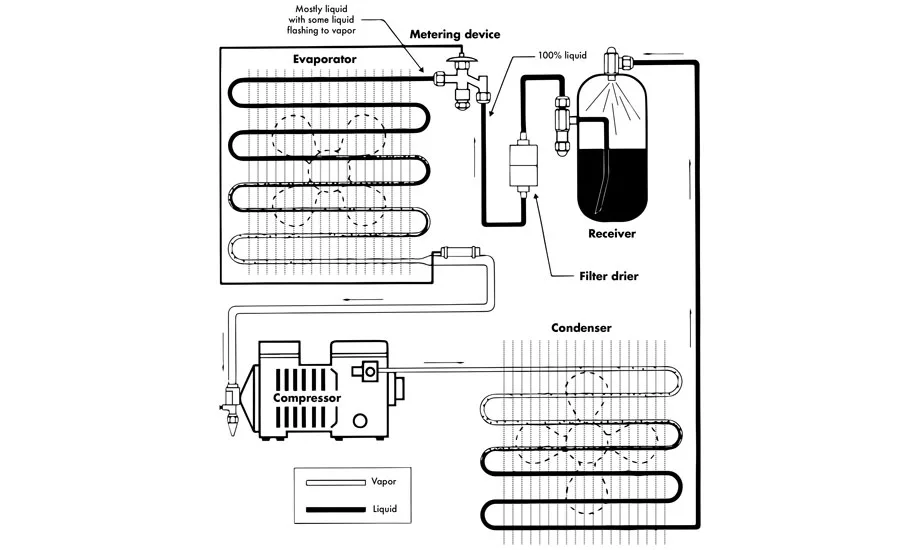
Figure 1: This illustration shows a filter drier’s position on the liquid line of a typical refrigeration system.

Figure 2: A cutaway view of a liquid line filter drier. Photo courtesy Sporlan Division, Parker Hannifin Corp.
Last month’s article, titled “The Symptoms of a Restricted TXV” dealt with the system issues that can be caused by a restricted thermostatic expansion valve (TXV). This month, we’ll take a look at the refrigerant liquid line filter drier.
On standard refrigeration systems, the liquid line starts at the outlet of the receiver and ends at the metering device (see Figure 1). The liquid line includes the king valve — the three-way service valve at the liquid receiver’s outlet that controls liquid refrigerant leaving the receiver — the filter drier, sight glass, hand valves, solenoids, and other liquid line valves.
Filter driers are designed to remove foreign materials, such as moisture, dirt, sandpaper grit, soldering flux, small solder beads, and acid from a refrigeration or air conditioning system. However, filter driers are notorious for becoming restricted from moisture, sludge, dirt, or oil that has entered the system from a poor service practice or extreme operating conditions.
Excessive moisture is the most common culprit that causes filter driers to become restricted. Some sources of moisture in refrigeration and air conditioning systems include:
• Improper evacuation techniques;
• Improper handling of hygroscopic system lubricants;
• Improper handling of system piping at installation;
• Improper brazing or soldering techniques; and
Looking for quick answers on air conditioning, heating and refrigeration topics? Try Ask ACHR NEWS, our new smart AI search tool. Ask ACHR NEWS
• Leaky systems.
COMMON FILTER DRIER MATERIALS
The most common materials used in filter drier construction are activated alumina and molecular sieve. Activated alumina is used for removing organic acid molecules from refrigeration systems. Inorganic acids, such as hydrofluoric and hydrochloric acids, are formed when refrigerant and water are broken down from very high refrigeration system operating temperatures. This is often referred to as system burnout. Activated alumina is often used in both liquid and suction line filter driers for acid cleanups after system burnouts.
Molecular sieve desiccants have honeycomb structures with cavities that are uniform in size. They can selectively absorb molecules based on their polarity (charge) or size. The proper filter drier selection allows water to be absorbed while at the same time allows larger molecules, such as refrigerant and their oils, to pass by freely. The surface of the desiccant is coated with a positive charge called a cat ion. These cat ions attract polarized molecules, such as water. Filter driers with molecular sieves help keep freeze-ups, system corrosion, and acid formations to a minimum.
FILTRATION
Another function of the liquid line filter drier is filtration. Filtration is usually done with a screen, wire mesh, and the desiccant core itself (see Figure 2). As small particles accumulate on the screen, wire mesh, or desiccant, they can act as very fine filters that remove even finer particles. However, as these fine particles accumulate over time, they can create enough pressure drop to cause the liquid refrigerant passing through to flash to a vapor. This can cause a local cold spot on the filter drier and even cause condensation (sweating) to occur on the outer surface of the filter drier’s body. The sight glass also will “bubble” from the refrigerant flashing to a vapor. In this case, a bubbling sight glass is indicating flashing refrigerant. Do not mistake this with a bubbling sight glass associated with an undercharge of refrigerant.
There are many times when a filter drier may be partially plugged and technicians cannot feel a temperature difference across it with their hands. Because of this, many filter drier restrictions go unchecked by technicians because they are difficult to sense by touch and feel.
The use of a sight glass after the filter drier to show bubbling and flashing will assist technicians. This same sight glass will assist in system charging. Moisture-indicating sight glasses will alert technicians if the system is contaminated with moisture by changing colors.
On start-up with some refrigeration systems, if there is a large load on the system, bubbling and flashing could occur in the sight glass downstream of the receiver. This bubbling is caused from a pressure drop at the entrance of the outlet tube of the receiver. Bubbling could also occur during rapid increases in loads. The TXV could be opened wide during an increase in load and some flashing could occur, even though the receiver has sufficient liquid. Also, sudden changes in head-pressure control systems, which may dump hot gas into the receiver to build up head pressure, often will bubble a sight glass even though there is sufficient liquid in the receiver to form a seal on the receiver’s dip tube outlet. A sight glass on the receiver would prevent technicians from overcharging in this case, but would cost the manufacturer a bit more money initially.
A sight glass on the liquid line before the TXV also would help alert technicians if any liquid flashing is occurring before the TXV. This flashing could be from loss of subcooling or too much static and/or friction pressure drop in the liquid line before it reaches the TXV.
Next month, we’ll take a look at troubleshooting, service, and replacement of a filter drier.
Publication date: 2/6/2017
Want more HVAC industry news and information? Join The NEWS on Facebook, Twitter, and LinkedIn today!
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







