The Need for Speed
Tips to make refrigerant recovery faster and easier


Despite advancements in refrigerant recovery technology over the last 25 years, it remains one of the most time-consuming steps in servicing an air conditioning or refrigeration system. This can make it tempting to “skip” the recovery process for a technician on a tight schedule. However, with the proper understanding of equipment and methods, refrigerant recovery can be faster and easier (not to mention much more legal) than venting.
USE A COMPRESSOR DESIGNED FOR RECOVERY
Nothing slows things down more than the failure of equipment in the middle of a job. A recovery machine has to face grueling conditions while pumping a combination of refrigerant and oil as well as whatever might have caused the air conditioning or refrigeration system to fail in the first place. For a recovery machine, reliability means being able to run the machine every time — at the start of the job, after a job site power interruption, or to truly finish the recovery job.
The heart of a refrigerant recovery machine is the compressor. When recovered refrigerant — which often contains acids and system debris — is flooded into the crankcase of a recovery machine, hidden damage may occur that can lead to a seized compressor or other internal component failures. The refrigerant can also strip away essential bearing lubrication, which can severely damage the compressor if it runs too long in a vacuum. In addition, refrigerant inside the crankcase can be stubborn to remove, making cross-contamination between refrigerants more likely unless an external pump is used to clear out the recovery machine.
With some types of compressors, damage can occur when liquid reaches the compressor. However, liquid is sometimes an unavoidable result of compressing refrigerant. Choosing a recovery machine that is designed to take the full force of liquid flow can ensure the entire process can be easily performed without intentionally reducing the flow.
These are some of the reasons why hermetic compressors are no longer used for refrigerant recovery. Machines that isolate the refrigerant flow completely from the compressor’s working components generally will last longer and are less expensive to service.
A recovery machine also should be able to start at high pressure differentials between the input and output sides or be able to run in a vacuum for prolonged periods. When high-pressure differentials exist and a power loss occurs, you want to be sure that you can restart the machine without enduring complicated pressure-relief procedures. Similarly, the U.S. Environmental Protection Agency (EPA) requires a minimum vacuum on the system of 10-15 inches of mercury (inHg) and reaching this vacuum level can take a while when pumping against the back pressure of a full recovery cylinder, leaving the recovery machine running in a vacuum for a prolonged period.
KEEP THINGS COOL
In many cases, refrigerant recovery is performed on a hot rooftop or a cozy mechanical room, which means the machine will need to disperse the heat caused by compression while relying on hot ambient air. During this process, the recovery machine is essentially a condensing unit. Similar to a condensing unit, a condenser’s capacity for heat transfer is directly related to the cooling airflow across the condenser surface. Make sure the recovery machine produces a high volume of cooling airflow and make sure the airflow through the machine is unrestricted.
Looking for quick answers on air conditioning, heating and refrigeration topics? Try Ask ACHR NEWS, our new smart AI search tool. Ask ACHR NEWS
ENSURE FULL-FLOW CONNECTIONS
Just like tires can affect a car’s performance, the hoses, fittings, manifold, and recovery cylinder all play a role in how quickly and efficiently the recovery process is completed.
Hoses and Hose Fittings — During refrigerant recovery, ¼-inch-diameter charging hoses effectively are capillary tubes and greatly reduce flow and potentially cause trouble throughout the process. Charging hoses also often include quick-disconnect and auto-shutoff hose fittings, which incorporate valve mechanisms that not only restrict the flow of refrigerant but can act as a metering device during liquid recovery, leading to other problems, such as overheating tanks. Using hoses equipped with ball valves meets the EPA’s low-loss-fitting requirement while ensuring full refrigerant flow during the recovery process.
Even when recovering from systems with ¼-inch service valves, using 3/8-inch-diameter hoses reduces resistance and allows a full flow of refrigerant to reach the recovery machine, and, ultimately, the recovery cylinder. Using a shorter length of hose between the recovery machine and cylinder will also reduce the amount of refrigerant released.
Manifolds — Using a manifold can make it easier to start a typical recovery job in liquid, but some charging manifolds are designed to regulate a reduced flow, a design that is not necessarily ideal when looking to increase flow during recovery. Either use a manifold with a large internal bore or skip it entirely by using ball valves equipped with an additional side port.
In the setup shown in Figure 1, the vapor side of the system is connected to the side port of a valve on the liquid side. This allows technicians to start the process in liquid only while finishing with the full system open to the recovery machine.
Recovery Cylinders — For safety reasons, it’s important to never exceed 80 percent of a recovery cylinder’s rated capacity. In addition to safety, using a cylinder with extra capacity reduces back pressure toward the end of the recovery process, making the EPA’s 10-15 inHg vacuum requirement much easier to reach. For the best results, start with a new recovery cylinder that has already been evacuated below 500 microns. As always, make sure the recovery cylinder is rated for the refrigerant being recovered.
REMOVING RESTRICTIONS
Refrigerant recovery is subject to a number of factors that can make the difference between quick and easy or long and frustrating. Many of the common headaches result from flow restrictions. Because of the shared symptoms, flow restrictions can be categorized as either input restrictions or output restrictions, based on whether they are on the input or output side of the recovery machine.
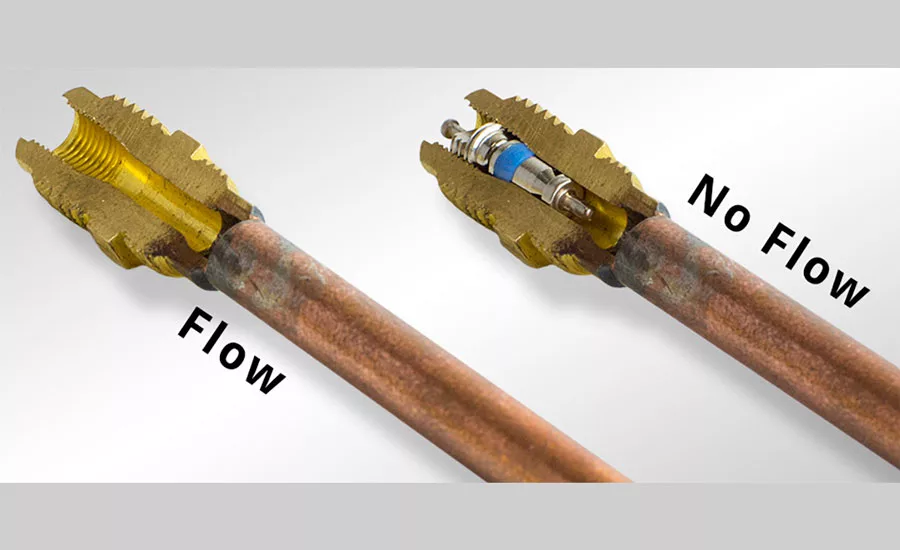
Input restrictions are points between the air conditioning or refrigeration and the recovery machine that can severely reduce the liquid flow. Typically, this includes valve cores, core depressors, restrictive hose fittings, partially opened manifold valves, or worn-out hoses (see Figures 2 and 3). A valve core blocks about 90 percent of the inside of an access valve while a core depressor blocks about 50 percent of the hose fitting. Overheating of the recovery cylinder and high cylinder pressures are often symptoms of input restrictions.
Just like a metering device in an air conditioning or refrigeration system, the pressure drop caused by the restriction can result in low-density superheated vapor being fed to the recovery machine. Recall that a recovery machine is essentially a condensing unit, and condensers work best when there is enough refrigerant inside to be cooled into liquid, but a severe undercharge can render a condenser useless. When the heat from the recovery machine’s compressor is added, the recovery cylinder is slowly filled with hot vapor refrigerant, increasing back pressure and greatly slowing down the process.
While buckets of ice and external cooling may still be helpful, allowing a full liquid flow to reach the recovery cylinder will enable better thermal transfer through the cylinder walls and ultimately reduce cylinder pressures and temperatures overall.
Output restrictions are points between the recovery machine and recovery cylinder that can increase the back pressure on the recovery machine. Damage to the gauges on the recovery machine or loud “knocking” noises during recovery typically indicate a significant output restriction. These can both be symptoms of rapid pressure spikes caused by the output hose being filled faster than it flows into the tank and also can result in significantly reduced recovery speeds.
Just as with the input side, it’s helpful to use larger-diameter hoses and remove unnecessary core depressors. Additionally, connect the output hose from the recovery machine to the vapor port of the recovery cylinder. This allows the refrigerant to quickly empty into the tank instead of traveling through the liquid port dip tube, which is often smaller than ¼ inch in diameter.
THE GREATER THE FLOW, THE FASTER IT WILL GO
Recovery machines have gotten smaller, faster, and more reliable in the last 30 years. A recovery machine designed for greater throughput will magnify the symptoms caused by flow restrictions because of greater pressure drops on the input side and higher back pressure on the output side. Suddenly, ice buckets seem like an attractive solution again, but this is only patching up the symptom rather than addressing the causes.
Using larger diameter hoses and removing valve cores and core depressors opens the recovery machine and cylinder up to a full flow of refrigerant, enabling fast, trouble-free refrigerant recovery on every job.
Christian Peña is the executive manager of business development and training at Appion Inc. He has led the engineering, operations, technical, and training teams at Appion for more than 10 years. Contact him at christian@appioninc.com or (303) 937-1580. For more information and educational videos, visit www.appiontools.com.
Publication date: 4/10/2017
|
TIPS FROM THE FIELD The NEWS asked three contractors for their best refrigerant recovery tips from the front lines.
|
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







