LASER FOCUS
The best sheet metal laser cutting machines on the market right now
A how-to primer on the most popular laser cutting machines for HVAC duct fabricators.

Knowledge is power at the Laser Institute of America (LIA) in Orlando, Florida, where personnel from various industries come to learn how to safely apply laser technology to their respective industries.
“We have people from all areas that come and take our Laser Safety officer course,” explains education director Gus Anibarro, who teaches LIA’s Laser Safety and Industrial Laser Safety officer courses. “Typically they are industrial hygienist or health physicists, environmental health and safety personnel, optical engineers, welding engineers — it’s a wide variety of people simply because they get appointed to be a laser safety officer.”
Laser safety officers are given the authority and responsibility to implement, monitor and enforce a facility’s laser safety program. As fiber laser technology takes off in the sheet metal industry, laser safety officers will play a crucial role in sustaining a shop’s cutting system, explains Anibarro.
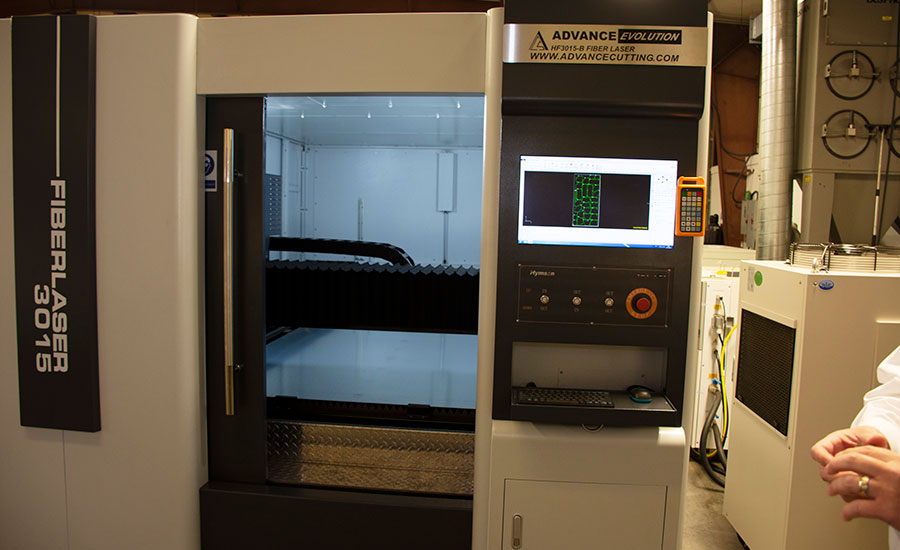
Advance Cutting Systems’ Advance Evolution fiber laser. “Everyone has been amazed at how fast our EVO Fiber Laser cuts, the full enclosure for safety and the platform is not just a modified plasma table,” says Clinton Ray Jr., national sales manager at Advance Cutting Systems. “Our numbers of installations are increasing monthly ... we just installed three machines at one customer.”
A network of corporations, nonprofit institutions, the Laser Institute of America offers a complete line of laser safety courses for personnel in research, industrial, and medical laser facilities. As secretariat to the Accredited Standards Committee (ASC) Z136, responsible for the development of the American National Standards Institute (ANSI) approved Z136 series of laser safety standards, as well as publisher of these standards, the Laser Institute is basecamp for industries looking to introduce laser technology into their business.
“We got people from manufacturing facilities that are using either fiber lasers or CO2 or neodymium yag for their processes like cutting, welding and drilling,” explains Anibarro. “Then we have people who are working in the research field and the military field who use those same wavelengths and many others in research and in outdoors.”
Among the many benefits fiber lasers bring to the sheet metal industry — including precision, speed, control and less burn smoke — sheet metal machinery manufacturer’s report that their contracting customers are using fiber lasers to free up shop space and pursue new custom forms of fabrication work. Here, we talked to some of the most popular sheet metal machinery brands in the industry to find out how.

A precision cut performed by the EVO Fiber Laser.
Utilizing lasers for fabrication
Laser is an acronym for light amplification by stimulated emission of radiation. However, the key to a laser’s utilization lies in its wavelength. As explained by the Laser Institute of America’s (LIA) standards, the energy generated by a laser is in or near the optical portion of the electromagnetic spectrum. Energy is amplified to extremely high intensity by an atomic process called stimulated emission.
“The term ‘radiation’ is often misinterpreted because the term is also used to describe radioactive materials or ionizing radiation,” according to LIA. “The use of the word in this context, however, refers to an energy transfer. Energy moves from one location to another by conduction, convection, and radiation.”
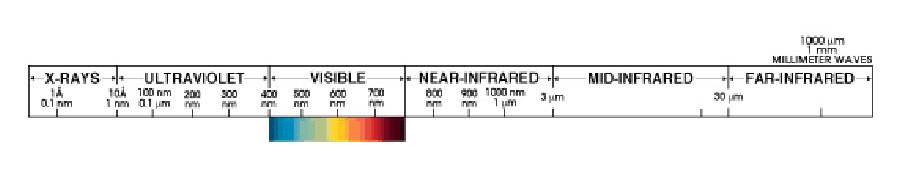
The color of laser light is normally expressed in terms of the laser’s wavelength. The most common unit used in expressing a laser’s wavelength is a nanometer (nm). There are one billion nanometers in one meter.
Lasers aren’t necessarily new to sheet metal fabrication. CO2 lasers of 40W are popularly used to mark steel, 90W lasers can engrave steel directly, and CO2 lasers 150W and above can cut 1mm sheet steel using oxygen assisted gas.
However, by comparison, fiber lasers are 200 percent more efficient than CO2 lasers on thinner cutting materials. Whereas a CO2 laser can require an initial investment ranging from $350,000 to more than $1 million. Fiber laser technology ranges from $200,000 to $600,000.
“It’s all related to wavelength,” explains Anibarro. “You can take that stimulated emission and make things lase. You can make crystals lase. You can make certain kinds of dyes lase. There are semi conductive materials that can also lase. For example, the CO2 is a gas. That’s the medium in what we call a resonator cavity, and we can cause that gas to lase.”
Fiber laser beams are produced via optic cabling. They don’t require optical mirrors, an expensive overhead cost, and its focusing lens is unexposed. As a result, the focusing lens could last a lifetime, if properly maintained, compared to other lasers.
“There were several of our customers already using C02 lasers, and the fiber laser technology was continuing to lower in price point,” says Advance Cutting Systems national sales manager Clinton Ray Jr., about the company’s decision to release its Advance Evolution fiber laser. “Fiber laser technology has significantly less maintenance required than the C02 laser technology, the operation cost makes it the perfect fit for HVAC fabrication.”

“With our Laser Pro there is no need for people to wear certified laser eye protection. All laser cutting machines should comply with IEC 60825-1:2014 and FDA 21CFR 1040.1 and 1040.11 regulations,” says Robert Molish, vice president of Production Products Inc. “In order to be Class 1 certified by UL, a complete enclosure is needed. This UL certification ensures that people in the vicinity are not exposed to infrared radiation generated by the Fiber Laser source. Lastly, any smoke that is not down drafted is immediately contained in the enclosure and does not escape into the environment.”
Power v. Precision in Duct Fabrication
When compared to fiber lasers, CO2 lasers require more energy to produce its powered beam. A 2 kW fiber laser cutting setup uses a third of the power as a 4 kW CO2 machine, lowering energy requirements and expanding the life of the machinery hardware.
The laser produces an intense, highly directional beam of light that can be easily absorbed.
“If directed, reflected, or focused upon an object, laser light will be partially absorbed, raising the temperature of the surface and/or the interior of the object, potentially causing an alteration or deformation of the material,” explains LIA. “In addition to these obvious thermal effects upon tissue, there can also be photochemical effects when the wavelength of the laser radiation is sufficiently short, i.e., in the ultraviolet or blue region of the spectrum.”

Mestek Machinery’s Vulcan Laser-Max 1.5. “As we tend to do, we strive to continue to produce labor reducing technology to the HVAC fabrication process,” says Michael Bailey, senior vice president of sales for Mestek. “We had been looking at the fitting producing sector of our business, and we were in the mode to find a solution to enhance this process from a speed, labor and material savings perspective. The Vulcan Fiber Laser was a result of a team of Mestek Machinery employees staying true to that thought process.”
Fiber lasers burn away metal, leaving minimal smoke exhaust to the naked eye, which improves immediate indoor air quality in sheet metal shops. However, exhaust extraction technology is still a requirement of LIA’s standards to remove fine metal particles in the air. As a result, most fiber lasers on the market are enclosed cutting systems.
For Production Products Inc., the company’s new PROFAB Fiber Laser Pro presents an opportunity for customers to free up shop floor space and enter into new metal fabrication markets.
“PPI has been researching and developing our Laser Pro for several years,” explains Robert Molish, vice president at Production Products. “We recognized the massive productivity and quality gains that our customers would realize in the application of fiber laser cutting. As the popularity of fiber laser machines grow and the KW lasers, the cost have come down which enables many contractors to justify this purchase.”
The Laser Pro utilizes laser power sources between 1.2KW – 4kw (30 ga – 1” + capacity). The frame of the machine supports weights of up to 1,800 lbs, and the control accepts downloads from most HVAC Duct Cam software on the market.
“Fiber laser machines are without a doubt one of our most popular new machines,” says Molish. “Our customers are also very pleased that the cut quality helps to lower the maintenance cost of other shop machines as well as eliminating the clean-up for welding.”

“We made a decision this past summer to move forward to build the laser,” says Vicon vice president of sales Kevin Baydar, about the company’s new 510 LSR fiber laser.
Fiber Laser Safety
Mestek Machinery’s Vulcan Laser-Max 1.5 includes 1.0, 1.5 and 2.0 kW cutting unit options and is coil fed. A fiber laser’s minimal heat affected zone from the cut edge also causes less wear to downstream fabrication equipment.
“Our first Lockformer Vulcan Laser was purchased by Joseph Lansdell from Poynter Sheet Metal in the fall of 2016. Since then, Poynter has purchased their second Lockformer Vulcan Laser to compliment their growing operation,” says Michael Bailey, senior vice president of sales for Mestek Machinery. “The market acceptance has been very encouraging with over 30 systems in the marketplace all over North America and Australia.”
With a patented technology that allows the Mestek’s laser cutter to operate without an enclosure, the Vulcan Laser is the only open laser on the market. The open enclosure enables a user to grab pieces as they are being cut, which is an ability specifically targeted to duct fabricators and manufacturers.
“We needed to focus on the light gauge HVAC sheet metal market with this new product,” Bailey explains. “In the HVAC sector of the business material is mainly irrelevant in the cost of projects. It is truly labor that drives the cost. We wanted a system that could be coil fed from a 20’ platform, which optimizes material utilization and reduces labor all while speeding up the process. Not to mention the lack of real exhaust issues such as conventional plasma tables create.”
Additionally, fiber lasers have less moving parts compared to other laser forms, which utilize a rapidly moving mirror in order to increase the laser’s intensity. Without mirrors, cutting speed is boosted and maintenance is minimal. To cut a straight line of 1mm in thickness, a fiber laser can cut three times faster than a traditional laser. This includes cutting through materials such as stainless steel.
High absorption and power density also creates cutting speeds to five times faster when operating on materials that are less than one-fourth of an inch thick.
For duct fabricators, precision and speed are the key ingredients to product production. This year at the AHR Expo, Vicon introduced its new 510 LSR model fiber laser for the HVAC market with both characteristics in mind.
“We made a decision this past summer to move forward to build the laser,” says Kevin Baydar, vice president of sales for Vicon. “We wanted to rollout a laser to adhere to some of our customers’ requests,” he explains, which included faster cutting speeds, a coil fed system, a better cutting edge and burn exhaust. “We adhered to the faster cut. We adhered to the coil feed because that’s what our customer wanted. We got the laser cut edge quality, but what we didn’t do is allow for operator access while cutting. We enclosed the system.”
Because fiber lasers generate a narrow band of light that travels fast and far, Baydar says the company made a concerted decision to keep the system closed to ensure the complete safety of the operator and surrounding environment after testing. For production, that means no access while the machine is in action.
“We felt through the research that we came upon over the number of months and years, these types of fiber lasers need to be enclosed to ensure operator safety and the surrounding area safety,” he says. “We felt that with the information that we had, the only way that we could come to market safely for our customers is to enclose the system and include safety interlocks that don’t allow the machine to cut while the door is open.”
He continues, “We are not going to do anything differently than everybody else. It’s the same laser that a lot of manufacturers are using, but we feel that it is our control, our cutting table, and we have a better chance of providing our customers better support.”
A version of this article appeared in the April 2020 issue of SNIPS magazine.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!









