Metal fabrication tips from leading HVACR companies

In order to streamline your shop operations, we’re launching a special How-to section on SNIPSmag.com focusing on sheet metal fabrication, installation, transport and everything in between. To kick everything off, we asked some of our favorite contractors and companies to give us a few how-to tips on some frequently asked questions. Here’s what they said.
SHOP FLOOR
How to …
keep your press brake like new

Photo by Joe Coughlin
If you’re not cleaning your press break daily, you run the risk of cutting into the efficiency of your next job. Use a dry cloth to remove dust, dirt and any other debris. This keeps it running smooth and just gives you the opportunity to inspect the break before a job.
For deep cleans and to maximize the life-span of your press break, Katherine Sargeant of Mestek Machinery recommends these eight tips on a semi-regular basis:

Photo by Joe Coughlin
- Clean the outside of the hydraulic circuit – do not use any harsh cleaning materials as it tarnishes the metal. Check the parts for any type of leak in every nook and cranny of the machine. Clean any paint that may have chipped off the machine through wear and tear.
- Change the fluid and oil once a year, and make sure that the machine is always well-lubed.
- Have an extra foot pedal cable within reach of the machine in case the foot pedal cable in use unexpectedly stops working or breaks.
- It may seem like common sense, but a simple inspection under the blocks to look for broken springs or anything that may have either unexpectedly broken or needs to be lubed.
- Check the blocks to make sure they are not bent or broken. Same with the coils.
- Check the stop lock periodically to make sure it is not broken.
- Find out if your oil needs to be changed through a simple visual check — sometimes once a year is not enough based on the amount of use.
- Verify that all the safety guarding is in place. For safety devices, such as light curtains or restraints, be sure they are functioning properly per the manufacturer’s instructions.
SHOP TOOLS
How to …
keep your tools sharp
Ever hear the expression “not the sharpest tool in the box”? Chances are it started because someone wasn’t properly taking care of their tools. Don’t let the size fool you, even the smallest tools can be considered machinery, and machines need maintenance.
We asked Milwaukee’s senior product manager Alex Boll for some tips on keeping your tools in tip top shape:
- Don’t overlook the manual: “It all depends on the tool, but users should always refer to the respective tool owner’s manual for detailed information regarding use and care of their tools.”
- Keep track of your batteries: “As the use of cordless tools on job sites continues to grow, users need to be aware of how to take care of their batteries. This becomes even more important as battery capacities continue to grow. (Make line referring to graphic)
- Let the tool do all the work if you can: “For some applications, it can be much less impactful on the body to use a power tool versus a cumbersome hand tool. For instance, when installing thermo-pan, a powered stapler will have lower impact on the body than a non-powered stapler.”
- Keep them clean: “Users should clean dust and debris from charger and tool vents. Keep tool handles clean, dry and free of oil or grease. Only use mild soap and a damp cloth to clean the tool, battery pack and charger since certain cleaning agents and solvents are harmful to plastics and other insulated parts. Never use flammable or combustible solvents around tools.”
MILWAUKEE'S SHEET METAL STARTER PACK
5 blade crimper

↑ The 5-Blade Pipe Crimper gets up to 2X Longer Life and provides deep, consistent crimps in up to 22ga cold rolled steel.
Compact Cut Off Tool

↑ The M12 FUEL has multi-material cutting capability in an ergonomic package, spinning at 20,000 RPM with a brushless motor.
Hex Impact Driver

↑ The M18 FUEL Hex Impact Driver has a brushless motor that delivers up to 2,000in-lbs of torque and up to 30 percent faster driving speed, increasing user’s productivity for the most demanding fasteners on the job.
PLASMA POWER
How to …
increase your cutting capacity
Helpful tips from Hornet Cutting Systems to increase your plasma cutting capacity, save time and increase profits.
Choose the proper amperage and speed for the job
Do your homework and rest assured that your task is completed with accuracy. Have you studied the results and techniques of different amperage and speeds? Different material will require different speeds. Operators should experiment while cutting to adjust for maximum speed and efficiency.
Replace consumables at the proper time
Even tiny details affect your cutting jobs. Familiarize yourself with the signs for wear and tear so you know when to invest in new consumables. This can save you significant costs in the long-run.
Get a grip on material handling
Streamline your business, improve efficiency, and decrease waste by optimizing your material handling. Organize your materials (racking, shelving and storage) and keep them safe and easily available.
Maintain your equipment
Take proper ownership of your plasma cutter and guarantee your equipment is shipshape and up to any task you face. Preventive maintenance can cause you to bypass many last-minute pitfalls that might inconvenience your customers.
ONLINE EXCLUSIVES
How to …
decide if you should fold or break
RAS Systems walks us through choosing between a folding machine and a press brake. “We look at the customers product, and we do feasibility and time studies to show how fast we can fabricate their product,” explains Bill Kennedy , vice president of RAS Systems, LLC. “One of the biggest gains with our machine is the greatly reduced set-up times and because the material is flat on the table it allows one operator to produce more accurate parts. Where on a Press Brake it could require two operators and more time.”
With the Turbo2Plus , the Bendex software can except a CAD drawing evaluate and simulate 3D alternative bending strategies and then convert that to machine tool language eliminating programing time.
ESSENTIALS OF INSULATION
The Insulation Institute walks you through the dos and dos of insulating residential, commercial, industrial and air handling systems. Read more at SNIPSmag.com.
ESSENTIALS OF SHOP
The sheet metal machinery manufacturer gives solutions to some frequently asked shop floor questions on SNIPSmag.com.
METALWORK
How to …
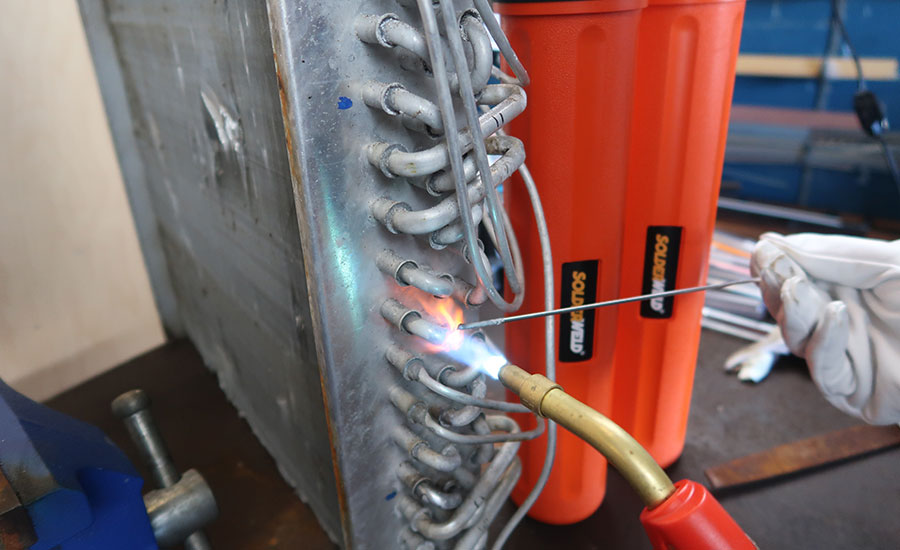
get the best brazing and soldering results
“Brazing and soldering are defining skills for an HVAC/R technician or installer,” explains Bryan Orr, co-founder of the Florida-based Kalos Services Inc. “But surprisingly, many people who braze and solder everyday may not be using the best practices or getting the best results.”
Here Orr shares his top practical tips for getting great results every time.
Know your Base Metals
Copper melts at just under 2,000°F and most copper brazing materials melt between 1,100°F and 1,400°F. Copper to copper connections do not require flux when a phosphorus bearing alloy is used. Copper has really great heat conductivity so you can often conduct heat through copper to the braze or solder joint with an indirect flame.
Caution:
Always follow proper safety-practices and wear proper PPE.
Brass is a combination of copper and zinc. Brazing brass to brass to copper requires a flux and I often choose a high silver, flux coated rod to make it easy.
Steel melts at about 2,500°F but it has much lower thermal conductivity than copper or brass and it doesn’t bond with phosphorus bearing rods. This means you need to use a high silver content rod with no phosphorus as well as a flux. This can be a flux coated rod like the Solderweld Sil-Sol 56% that I typically use, or you can use a separate external flux.
Aluminum is really tricky because it melts at around 1,200°F and it gives no visible indication that it is about to melt. This means you need to use a lower temperature solder / flux combination designed specifically for aluminum. I use Solderweld Alloy-Sol because the flux and solder are designed for a 600°F bond temperature which is in the safe zone to make a good bond without melting the aluminum.
When bonding one metal to another, remember that they will have different expansion and contraction rates with temperature so you need a filler rod that is flexible or “ductile” enough to move as the metal expand and contract. This is another reason high silver rods are excellent for many dissimilar metal applications.
Get the Base Metal to the Right Temperature
A universal truth of soldering (joining below 840°F) and brazing (joining above 840°F) is you need to get the base metal(s) up to the proper temperature before attempting to add in the joining alloy. I see poor joints from new and experienced techs alike when they begin to add the rod to the joint edge too soon. This can result in a joint that seals initially but fails over time when subjected to vibration, temperature changes, impact or pressure which all occur under real field conditions.
A good joint in one in which the filler alloy has pulled all the way into the joint by capillary action and this can only happen if the joint is above the melting temperature (liquidus temperature) of the alloy you are using.
Protect Components and the Work Area
I’ve had many long time techs tell me that they don’t need to wet rags or heat blocking putty around valves, compressors and the like because they are so “good” at brazing. Generally when I look at their work they simply made an edge cap and didn’t get the full joint hot enough to draw in the alloy.
Use a wet rag or heat blocking putty products to keep from damaging expansion valves, service valves, line driers and compressors. I also highly recommend using a fire resistant drop cloth to protect walls, flooring or other sensitive surfaces around your work area. If wires and other electrical components are near your work area take the time to move or protect them before starting.
Purge then Flow Nitrogen
When brazing tubing make sure to first purge the system with nitrogen to displace any air that got into the lines during assembly. Once purging is done then reduce the flow rate to barely a whisper of nitrogen with a flow rate of 2-5 SCFH using a low flow regulator. This will ensure that you don’t build up cupric oxide inside the lines and can end up in your critical system components once the system runs.
Introducing Cobre29

Made from copper to inhibit growth of bacteria, Polar Air’s Cobre29 copper ductwork prevents mold and mildew in the air that can damage systems, cause odors, allergic reaction, infection and toxicosis.
Because of copper’s natural antimicrobial properties, it is especially beneficial in hospital settings.
“The best aspect of the copper ductwork is that it doesn’t cost any more than rigid duct with insulation,” explains Jon Bell, president of Polar Air Supply. “You have the added hygienic benefits of copper for no extra cost.”
How to …
install copper press connect systems
Copper tube and fittings have been the preferred material for plumbing and piping systems for decades, but due to labor shortages, tradesmen and women are looking for ways to reduce installation time while still creating strong, sustainable, and leak-free joints in HVAC and refrigeration systems

“No other piping material can be joined using so many varied methods and can handle as much pressure,” says Dale Powell, project manager and piping applications specialist at the Copper Development Association. “Copper is truly the most versatile piping material.”

As a no-flame technology, installation time is reduced while maintaining copper’s ability to provide leak-free joints at pressures and temperatures experienced in normal building services. One of the newest press-connect systems is specifically designed for HVAC systems operating at pressures up to 700 psig and temperatures up to 250°F. This is well within the pressure and temperature range of most new refrigerants commonly used for air conditioning applications.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






