Classic sheet metal shop layout ideas from an industry expert

The following is taken from the revised second edition of Sheet Metal Shop Layouts, published by Snips in September 1981. Figures used have not been adjusted for inflation.
Editor’s note: One of the country’s foremost wholesalers of sheet metal working machinery is Vorys Bros. Inc. in Columbus, Ohio. Richard S. Voorhees is manager of the machinery division. When he heard that we were putting together some information on shop layouts, he kindly submitted for inclusion in this booklet some very helpful information. Voorhees has assisted many shops in his trading area with their shop layout problems.
In doing shop layouts, we learned early that no two shops are alike in terms of physical layout or what the owner/foreman expects in the way of production. In order to simplify our work in assisting customers — and customers helping themselves — we felt that the idea of work centers should be detailed.
The various work centers could be added together in a straight line or U-shaped flow to fit the equipment, space and production needs of the user. Therefore, by using a shear-notch center, a lock center and a duct-forming center, customers could come up with a wide variety of shop layouts for the basic volume in their shops.
In addition to this basic requirement, we have had such areas as layout/small parts centers, cleat-forming centers, angle and bar centers, etc. This idea has been interesting and presumably helpful to several of our customers.
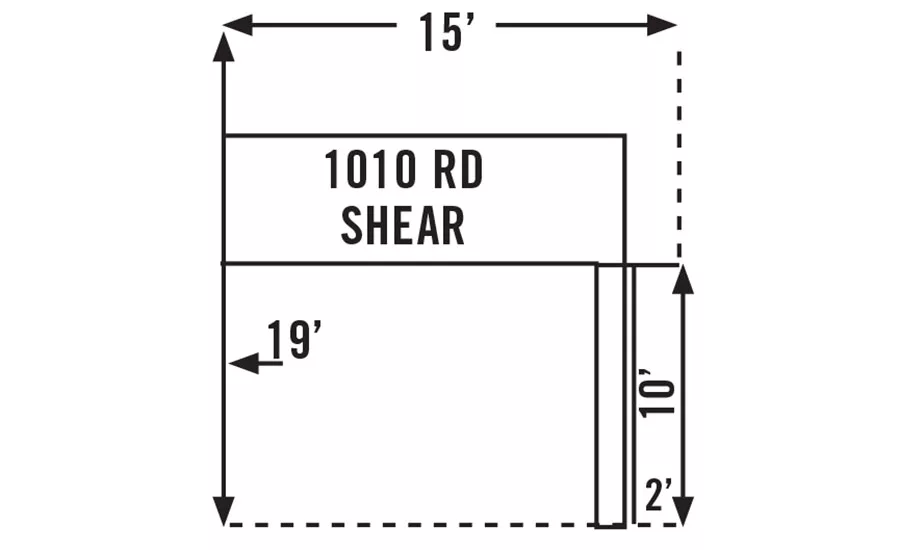
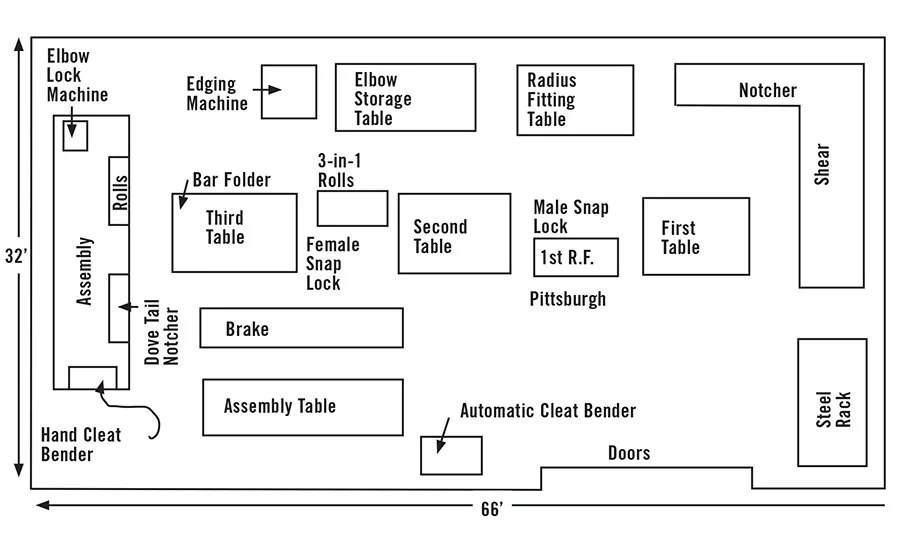
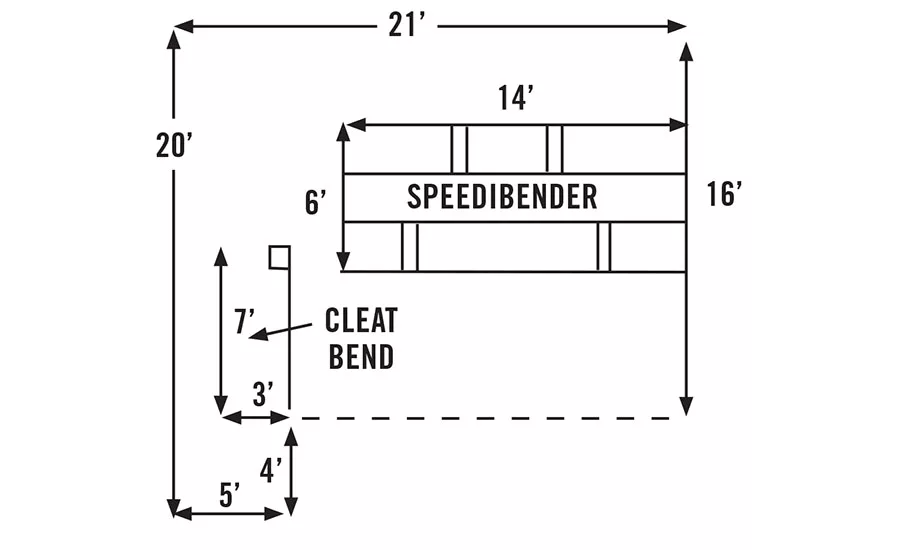
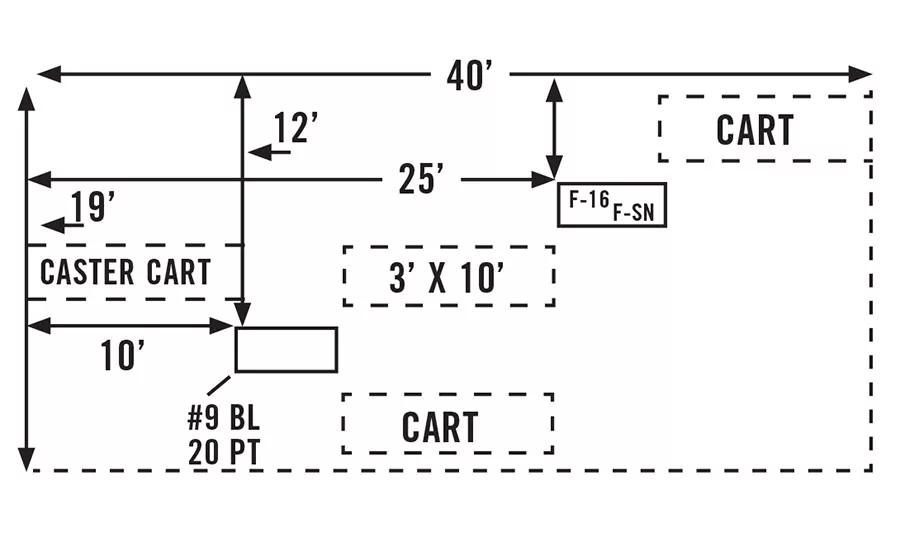
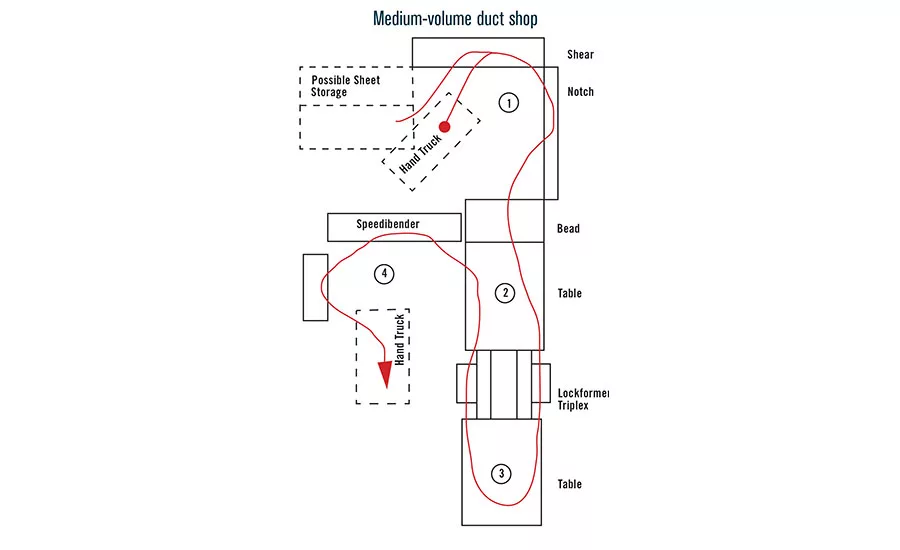
The sketches, as furnished by Voorhees, show typical examples of the duct-forming center, lock center and shear-notch center.
Avoiding unnecessary steps
Another idea that strongly influences cost and is likewise concerned with shop layout, as well as machine selection, is the idea of walking. For example:
A man walks 40 feet per minute.
His step is about 2 feet (long).
40 divided by 2 equals 20 steps per minute.
Man-hour cost (at $6 an hour) equals 10 cents per minute.
20 steps equal 10 cents.
One step equals half a cent.
20 steps per minute times 60 minutes times 2,000 hours per year equals 2.4 million steps per year.
Ductwork fabrication shop considerations to minimize walking:
- Use tables with casters to transport sheets between operations.
- Consider the use of wrap-around duct, so that the duct is cut to length only.
- Use a job ticket to list all ductwork fabrication. Combine gauges and sizes in logical order to minimize changes. Prethink the work.
- Do as many operations as possible — within a range of four to six steps — without laying the sheet down. Shear and notch.
- Use a crossover system to form male and female snap-locks. It saves about one-third of the steps.
- Use three or four pre-sheared square or rectangular blanks, such as 12-by-18, 24-by-24, 36-by-36, to make all fittings at the layout bench and store them under the bench. The steps saved will more than pay for any additional scrap, and material cost will be directly accounted for.
Take a look at the small repeat operations in the shop. Often by changing the order of operations or mounting a tool differently a considerable amount of time can be saved.
Some ideas:
- Two short pieces (in the form of a gravity conveyor) attached to the top back of the hand brake allows for getting rid of formed duct without extra steps.
- Mount cleat bender — vertically, or use two rather than one.
- Locate shear and notcher together in the form of a “try square.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







