Today's Boiler
Detecting and Correcting Fan Problems in the Field
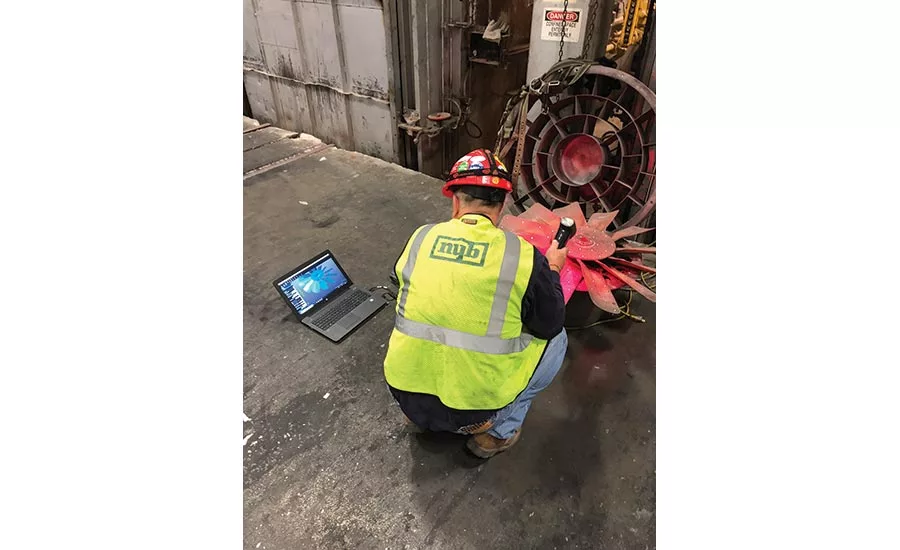
A portable 3D scanner is used to generate a model of a rotor. Using reverse engineering, field service technicians work with engineering to design a replacement component.
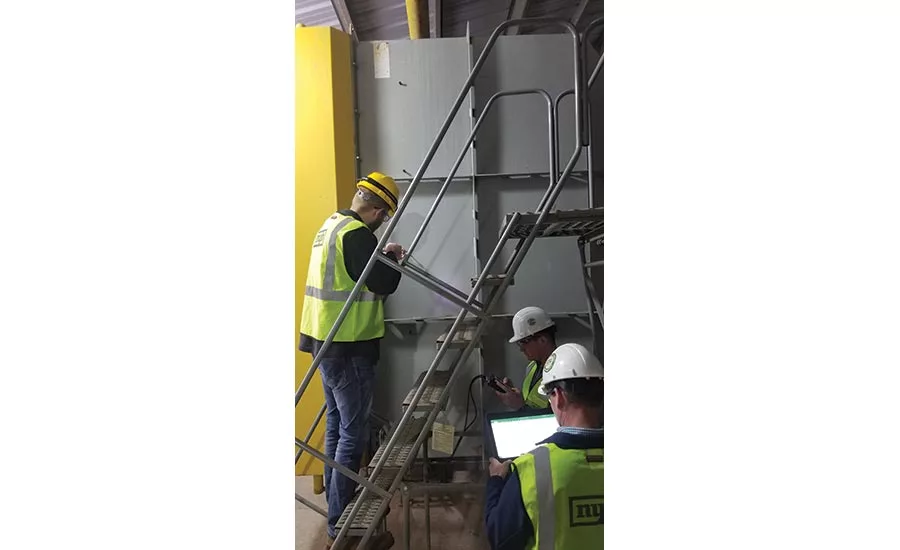
New York Blower engineers gather in-situ air performance data as part of a large-scale fan upgrade project.

After high levels of vibration were detected, it was determined wheel imbalance was the cause and an assembled wheel and shaft replacement were installed.

Testing may be done to determine cause of failure, which is most often found due to mechanical vibration. Wheel inbalance here was caused by material buildup, eventually leading to a failure and causing shutdown.
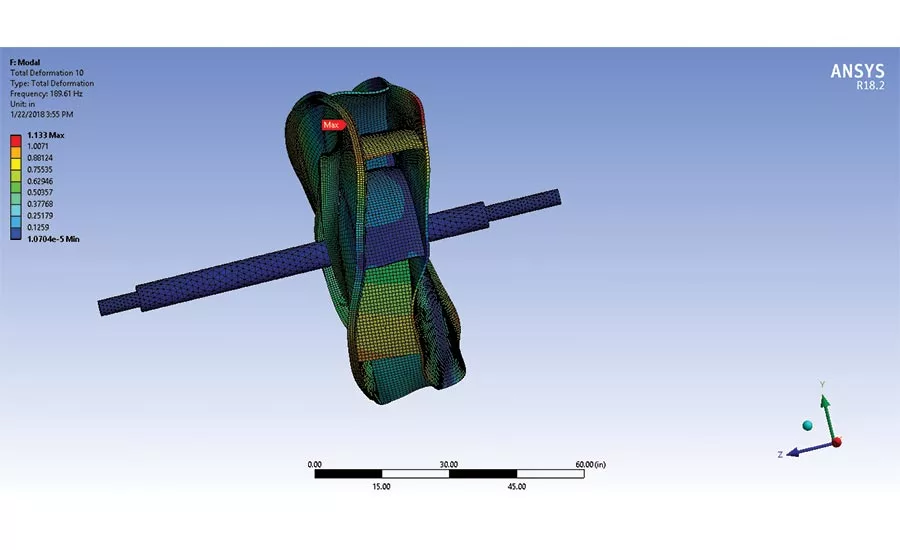
A field tech used finite element analysis (FEA) and a bump test to determine the cause of rotor failure. The fan failed because of operating at wheel resonant condition.
Reliable, heavy-duty industrial fans are a necessity to the demanding boiler industry, where unexpected downtime due to mechanical issues can cost thousands of dollars in lost production. Inefficient operation and mechanical defects can also negatively affect operating cost. For these reasons, quality control and test plans are frequently incorporated into the manufacturing process.
Over the years, wear, repurposing, and changes to processes may cause existing equipment to function less efficiently or less reliably than is acceptable. When this becomes apparent, a new set of inspections may be in order. Virtually all the tests available in a shop can be performed in the field. This article will define some of the available tests and when it might be beneficial to use them.
Fan engineers often separate the aerodynamic and mechanical characteristics of their equipment. The term “performance” is usually understood to mean the air-moving capability of the equipment, and the term “mechanics” usually refers to mechanical integrity. This is simply an explanation of the industry’s language, but misunderstanding these terms can lead to unmet expectations. It happens often enough to clarify early-on.
Symptoms of fans that need mechanical attention are flue gas leakage, excessive vibration, rotor cracking, thinning of the rotor near the blade tip, hot bearings, or unusual noise. Bearing vibration values greater than 0.3 inches per second (peak) or bearing operating temperature near or above 180°F (82°C) would suggest further attention is warranted. Equipment with values in these ranges should be regularly monitored until the outage starts.
Vibration (frequency) analysis can be used to help diagnose defects that are causing high levels of vibration before the shutdown begins so the fan technician has a better idea of what to check during the outage. Fan bearings and rotors should be inspected at regular intervals. Motor alignment and coupling lubrication checks are also recommended. Fan and motor bearing lubrication should be scheduled periodically. Some of these checks may require the fan to be offline. During an outage, care should be taken to ensure the fan is capable of operating until the next scheduled outage without incident. The extent of work to be done during a shutdown is best determined a few weeks before the outage starts. These preliminary inspections may be made by a fan manufacturer’s field technician or by someone at the site in coordination with a fan engineer.
Early in the outage, a fan technician usually inspects each critical fan in the plant. A fan in critical service is one that will shut down a significant part of the plant’s process if it has to come offline. The technician will need the support of a millwright crew, electrical support, and, perhaps, welders. If these services will not be available during the outage, the fan manufacturer can often provide many of them if product reps are aware of the need before the outage starts. A single technician can support multiple crews, so a number of fans can be inspected during an outage. If the plant has a local contractor capable of nondestructive examination (NDE), it is wise if the contractor is aware he may be called upon, depending on the findings of the fan technician. After cleaning, rotor integrity and component thickness should be determined and compared to the information obtained during previous outages so that a wear rate can be established. Casing wear should be checked, bearing internals should be inspected, lubrication needs to be renewed, and driver alignment should also be checked and improved, if needed. Laser alignment devices are the accepted tools for alignment checks. Metal thickness can be measured with a ruler, micrometer, or an ultrasonic thickness gauge.
Rotors that show signs of cracking are repaired by grinding away the crack and rewelding. Rotor NDE should be performed after the repair. Cracking may also be a symptom of rotor plate resonance or material fatigue. An impact-excited natural frequency (bump) test performed after the repair can determine the cause of cracking. If the bump test is not conclusive, modal analysis (a computer-based dynamic FEA technique) can be done during the next campaign. Vibration should be monitored to ensure dangerous cracking does not lead to rotor failure. Bump tests require special equipment, so the pre-shutdown vibration check is very important.
Rotors showing signs of wear potentially leading to failure before the next outage will need to be replaced or repaired. If paperwork for the original rotor is not available, a portable 3D scanner can provide a quick, accurate computer-generated model for the replacement component. Wear pads should be repaired or replaced if they show signs of allowing structural damage to the surfaces they protect before the next outage. Great care must be taken in wear pad repair. Attention to the material type and method of attachment is essential to this practice. Hardness testing for carbon steel or positive material identification (PMI) for alloys may be necessary to establish the material properties of existing equipment.
Dampers and expansion joints should be inspected for mechanical integrity and leakage. Expansion joints that show leakage or movement beyond their limits must be repaired or replaced. Flow liners and pillows in flex joints need to be checked as well. Bottomed-out flex joints can cause rubbing and vibration. Dampers should be operated, and damper blade rotation and thickness should be checked.
Once a fan is fully inspected, it should be qualified for service with a run test. Vibration levels, bearing temperatures, and operating frequency tests are monitored, verified, and reported to the owner. The fan should be rebalanced if vibration levels are too high. Vibration analysis techniques should be applied to vibration test results to discover underlying mechanical conditions. If the fan is found to be vibration-sensitive (less than 30 grams per mil correction is required), then a coast-down test can help to determine if a resonant frequency problem exists and how it should be addressed. Resonant response in a previously successful installation might mean foundation, grouting, or bearing insert support issues are present. These can be ruled out by completing an inspection. If no defects are found, a bump test on the shaft can be used to determine its natural frequency. If the shaft critical speed is different than originally calculated, it requires further investigation. This may take the form of a dynamic shaft FEA, which is a computer-based theoretical way to verify shaft lateral and torsional natural frequency. This takes time and will likely have to be completed during the next campaign. Rotor measurements, which could include laser-scanned coordinate measurements (CMM), may be required for dynamic FEA.
There is another type of testing that should be considered for fans that exhibit certain traits during operation. This is performance (aerodynamic) testing. If a fan seems to limit the capacity of its system, diagnostic testing is indicated. If the fan operates with its controls at fully open or nearly closed, it is a candidate for testing. If fan power is closer to driver capacity than expected, this is also a sign testing is necessary. If the process had been (or is scheduled to be) materially changed or capacity has been increased, capacity testing should be considered. This would be the case if an upgrade to the process or its air pollution control equipment is scheduled. Field performance testing should be done while the fan is in normal operation, so an outage is not necessary. There are test codes that describe the field testing process. The most frequently used is Air Movement and Control Association (AMCA) Bulletin 203, which fully describes the test procedure and calculations for industrial fan field performance testing.
Another reason to consider field performance testing is to diagnose operational problems. These are usually apparent. Duct (pressure or wall) vibration or pulsation, damper control problems, and fan-related burner pulsation can make process control a nightmare. There are a number of these conditions that are correctable by field fan modification. Noise problems are another symptom of capacity issues that may be addressed through fan performance and sound testing. Noise can be analyzed by frequency, just like vibration, to deduce its cause and cure. Special tools may be required to diagnose pulsation and noise problems. If they are suspected, it should be communicated to the technician in advance. As a part of field performance testing, fan efficiency and capacity should be compared to predicted values. Fans with excess capacity can be very inefficient. This can prove to be a problem in fans with variable-speed control. Variable-speed fans that will not reach full speed without motor overload are not uncommon. Field modifications can often be made to bring capacity in line with need.
There are many details to consider in field performance testing, such as establishing location and installation of the test ports, defining the fan operational point, correction of the results to fan inlet conditions, and comparison of the fan performance to its predicted values. These usually require review by an experienced fan engineer. Testing too close to turns or bends in ductwork, inlet or outlet dampers, and even too close to a fan outlet can lead to unreliable results that make evaluation difficult. In addition to testing during normal operation, it is wise to find an operational point in which fan capacity can be checked with the fan inlet dampers fully open. It may be advantageous to test fan capacity away from the fan, but the data must be corrected to the inlet conditions. Fan inlet and outlet pressures and temperatures must be taken during the capacity test and are critical to the evaluation of fan performance. Control damper pressure drops should also be recorded. Fan speed and motor power readings are also required. Once fan performance is understood, there are a variety of field solutions to any problem that may be discovered. An experienced fan engineer will have these available for review and recommendation.
As stated earlier, most any test done on the factory floor is available in the field. Field testing may appear to be more expensive than shop floor testing until removal and downtime costs are added to the evaluation. If you suspect you have a problem, you probably do. Your fan supplier is able to be part of the solution and to recommend a cost-effective level of testing.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







