Today's Boiler
Six Boiler Combustion Rumble Solutions
When the primary source of rumble and vibrations is traced back to the combustion process, effective measures can be taken to satisfactorily reduce or eliminate the objectionable noise and vibrations.
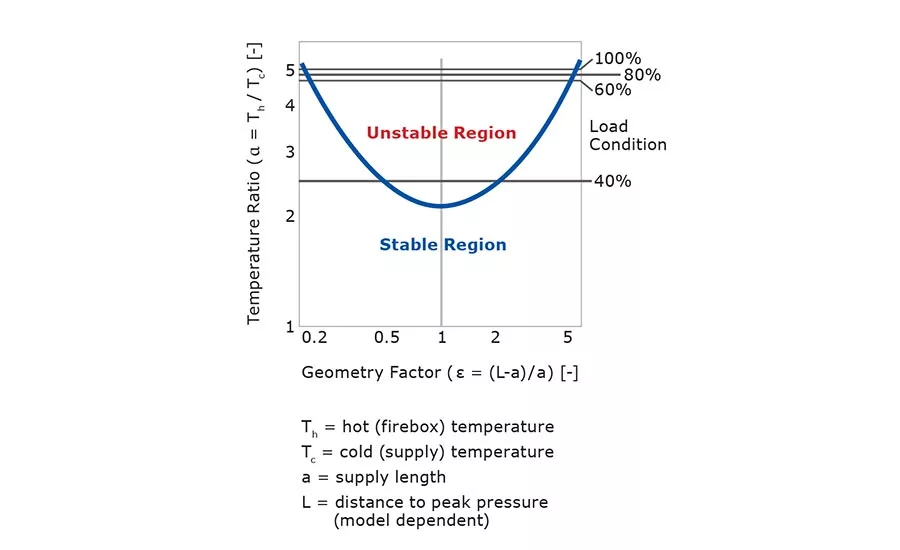
Figure 1. A thermoacoustic vibration stability curve [Eisinger and Sullivan (2008)] with typical load isotherms
If you’ve been around boiler rooms, you’ve undoubtedly run across the phenomena of combustion-related noise and vibrations. Often referred to as combustion “rumble,” this phenomenon produces vibrations and sound pressure waves that can range from a low-frequency rumbling sound to a high-pitched screech or howl. In some instances, these pulsations can be so severe, as to: