Back 2 Basics
Energy Retro-Cx
We are at Month 3 of this B2B energy retrocommissioning test series. Months 1 and 2 were devoted to data collection, data analysis, and solution planning. We are now at the Solution Implementation Phase. Using the existing system ATC/FPT system flow diagram for this test, we have incorporated the following energy conservation measures (ECM) from the completed energy retrocommissioning solution plan (full report not included in this test):
ECM 8 thru ECM 11 as featured in September 2013’s column.
It is important to note that when considering a pumping strategy based on hydraulic modeling results, some design engineers may be reluctant to reduce existing pump heads just as they are quite often very generous with calculating pump heads for new hot water and chilled water systems. Engineers as a rule are a conservative group and don’t like to take chances with “errors and omission” insurance hanging over their heads, but hindsight is 20/20, and for the problemsolving design engineer, specifying new pumps with a reduced pump to replace existing oversized pumps should not be considered a risky decision. This is particularly true when the energy retrocommissioning engineer has the benefit of seeing where the balancing valves in these systems are set. Completing the hydraulic model of the existing system should further support the equipment downsizing decision to save energy while improving system performance.
With the energy conservation initiatives agreed upon above, the energy retrocommissioning team will implement these enhancements and all the controls linked together into a BAS computer located in the facility engineer’s office to manage this retrocommissioning of the industrial facility’s process heating system. In addition, it is essential that a plan is in place to monitor, measure, and benchmark the past utility bills/energy performance versus this energy retrocommissioned project.
If flow-measuring devices and other means to trend system performance are added in the energy retrocommissioning initiative, then this data needs to be routinely reviewed, too. A helpful hint for trending is to print the trend out in graph form, because a picture is worth a 1,000 words and for the layperson, a visual trend graph will be beneficial to understanding the process heating system results. A few suggested trends are:
- System on and off (to document the hours the system is now off versus the past when the system operated 24-7 year-round).
- GPM flow or VFD speed to show (as well as understand) the process heat exchanger peak and off-peak demands during the work week.
Leading up to the energy retrocommissioning test, the TAB engineer will have balanced the secondary process heating water system and documented the results in the revised TAB System Flow diagrams at the following operating conditions:
- Deadhead the pump to reconfirm the correct pump impeller
- Peak process heating demand
- Low process heating demand
Each of these flow diagrams along with the other standard TAB forms used will be included in an ATC/FPT/TAB Operator Handbook that will be put in a three-ring binder and placed in the facility manager’s office for quick reference in the future.
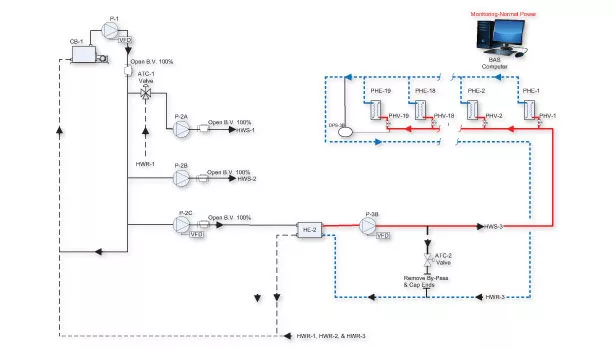
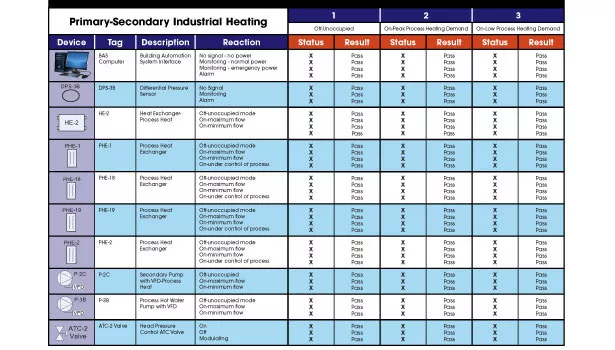
This month’s test requires you to refer to the new sequence of operation based on the energy conservation measures noted above and as shown in the ATC/FPT System Flow Diagram on page 2 of this B2B test. This new ATC sequence has been inputted into the functional performance test (FPT) retrocommissioning software with the “reaction” device-by-device imbedded into the checklist below the flow diagram. It is your task to check off the “pass” activities as you verify this energy retrocommissioned system ATC/FPT. The answers can be found at www.esmagazine.com. The sequences selected are Sequence 1 Off-Unoccupied Mode, Sequence 2 On-Peak Process Heating Demand, and Sequence 3 On-Low Process Heating Demand. For this system, there will be several other sequences of operation, as well as alarms and safeties to be commissioned (not part of this test).
The commissioning engineer’s ATC/FPT System Flow Diagrams and sequence-by-sequence of operation results shall be included in this Operator Handbook with the TAB Design-to-Actual results. Operating instructions will have occurred prior to the energy retrocommissioning implementation project and during the retrocommissioning of the entire heating system. Here again, the Operator Handbook being provided from this energy retrocommissioning initiative will include the new Basis of Design document to assure future reference data is available for any new operating personnel and to recommission this system.
The computerized maintenance management software (CMMS) system operator should update her asset database and PM work order to assure this unit will receive the required care based on new system components. See the Facility Files column for sample preventive maintenance workorder for a process heat exchanger.
At the project closeout meeting, the monitor, measure, and benchmarking assignment should be made and a monthly reporting system mutually agreed upon by the energy retrocommissioning team, so that there is a method to assess the work and also look for new ways to improve the process heating system performance. The team should also have on their meeting agenda a lessons-learned discussion to make sure all documentation is completed, an electronic copy of the entire Energy RetroCommissioning Report is on file, system training is completed, and the PM workorder system is current. In addition, these lessons-learned sessions should assess how to do this better next time, discuss what worked and didn’t work relative to the Solution Implementation Phase, and consider new energy retrocommissioning project opportunities.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





