Your operational lean objectives
Oakland University professor of lean studies Robert Van Til, Ph.D., teaches you to apply continuous improvement concepts into your shop operations



One of the most common misconceptions about lean manufacturing techniques is that they only apply to large-scale operations. Lean is the continuous improvement of operations to cut down wastes. “What lean tends to do is look at the system and try to identify what adds value,” explains Robert Van Til, Ph.D., professor of lean studies at the Oakland University School of Engineering and Computer Science and chair of the Industrial Systems and Engineering Department. “Waiting and moving from point A to point B and recording information more than once are a lot of things that don’t add value. So how can we design a system to take that stuff out?” .
Think of it as smoothing the joints of your job site, from the bidding process to the building process.
“To do it right,” he adds. “You need the people in the system working with you because they know how the system really works.”
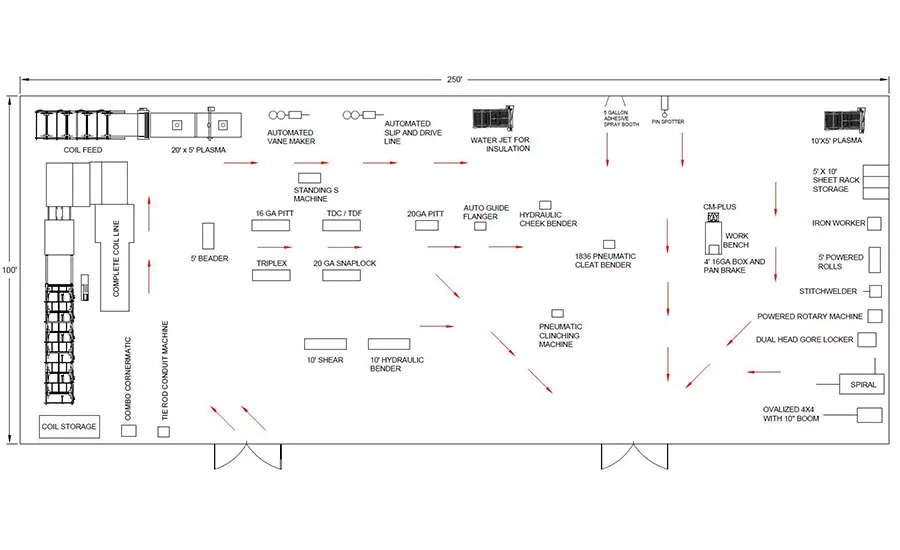
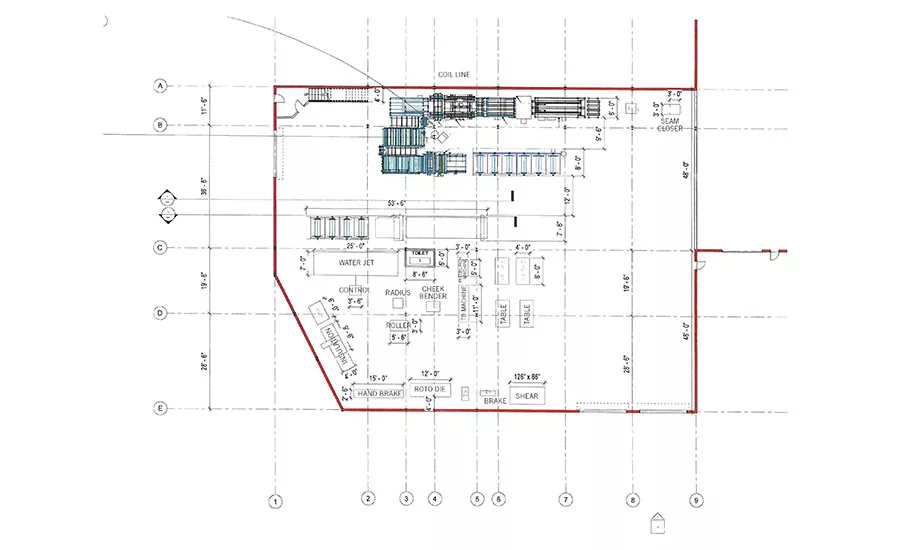
Here is everything you should know, with a few leaned out shop layouts provided by Mestek Machinery and Vicon in the slideshow at the top of this article.
Why do you say lean is considered more of an art than a science?
A large manufacturing system is very difficult to design and work to perfect right out of the box because of the level of complexity. There is no basic calculus behind them. Unlike when you deal in mechanical or electrical engineering, and you have physical laws, Newton’s laws, Ohm’s Law. In industrial engineering, you don’t have that. You have all types of people involved in the system as pieces of the system, which causes a lot of randomness and unscientific behaviors. And they are just too complex to write simple differential equations to model their behaviors.
So you use a lot of heuristics and historical information to try to design the systems.
And these systems can be as large-scale as an automobile factory or as small-scale as office operations?
Its roots are in (large-scale manufacturing) but it applies down to the smallest level. The idea is to back off and look at the system. What are we trying to do with the system and making the system work well, versus the historic way where everybody is doing their little job and nobody cares about the whole flow of the interconnections.
Art of Lean
In the new business management book, “Four Types of Problems,” continuous improvement expert Art Smalley provides a problem-solving framework to keep workflow unclogged.
“Organizations and individuals at all levels fall into this trap of having one primary or standard way of solving every problem,” Smalley says. “It’s akin to the hammer-and-nail relationship. If my only tool is a hammer, every problem looks like a nail. Managers need a better framework for thinking about problem-solving situations and what approach to use,” which includes:
Troubleshooting: A reactive process of rapidly fixing abnormal conditions by returning things to immediately known standards. While beneficial in the immediate term this approach often fails to solve the problem’s root cause.
Example: When a house is on fire protect the occupants, treat any injuries and put out the fire.
Gap-from-standard:
A structured problem-solving process that aims more at the root cause through problem definition, goal setting, analysis, countermeasure implementation, checks, standards, and follow-up activities.
Example: Extinguish the fire, then determine what caused it and how to prevent another.
Target-state:
Continuous improvement (kaizen) that goes beyond existing levels of performance to achieve new and better standards or conditions.
Example: Use superior layouts, building materials, and landscaping methods that are far less likely to lead to fires in the first place.
Open-ended and Innovation:
Unrestricted pursuit through creativity and synthesis of a vision or ideal condition that entail radical improvements and unexpected products, processes, systems, or value for the customer beyond current levels.
Example: Ask why not have systems that detect, prevent or immediately stop fires from occurring right away?
With so many variables involved, what makes applying lean concepts to your shop operations successful?
Under a really good lean program, the engineers who are kind of leading the lean continuous improvement efforts will work and cooperate very closely with the people operating the systems — right down to line operators and the hourly people.
And that’s a core piece of lean. If you’re going to improve a system, you have to know how the system works. And nobody knows that better than the employees working in the shop day end and day out. If you try to solve a problem based on what you think the problem is, you’re not going to have a good solution. You’ve got to go out and work with the people right there to find out exactly what they are doing. If you can get them to buy in, of course, they will start making suggestions for improvement.
Given the shortage of labor facing the sheet metal industry, there is a sense that leaning out operations can lead to cutting jobs altogether. Does lean ultimately lead to loss?
The big thing about lean is, you can’t use it to cut jobs. So some people think of it as lean means you got to fire people. Companies that try that lose all their buy-in from employees.
So it is about making the job efficient more than replacing the job altogether.
Places that have done it well and built a lean culture basically ensure the employees aren’t going to lose their jobs based on their improvements. They move them to other jobs. In fact, the history in the really good lean companies is, if an employee gives enough suggestions to improve enough jobs, you are going to get promotion to a management level. You are showing a skillset there; this person shouldn’t be working a machine. They should be managing people who run machines.
Companies that come and try to use those improvements, and then lay people off, the whole thing just dies.
Does that improve-not-replace concept apply to the use of new technology in a shop also?
Yes, because it’s a part of the whole system. From the whole system perspective, when does it make sense to use technology? When doesn’t it make sense to use labor? So, technology is a critical component of lean because it is a system focus. There’s a lot of cases, where somebody did a little study, and they say if we put in four robots we can fire six people. We are going to save all this money. And then it just messes everything up because the robots can’t do the job.

Toyota ran into this several years back where their manufacturing plants got too automated, and they found out the inflexibility of automation, the difficulty in making it do different things at a moment’s notice, was actually causing them issues. So what is the right mix between the two?
Can you see foresee a future where everything in manufacturing is automatic?
Centuries down the road, yes. It will be just a different world. In the near term, no.
So assemblymen are safe for another 100 years or so?
The idea of a lights out factory, where you just turn on production and leave, that’s a long ways off.
We are using a lot less workers on mindless tasks. But, still, the idea of workers removed from the system is a long ways off.
Work Wastes
Defects: Fabricating bad product and or installing it incorrectly is waste. Punch lists at the end of a job can highlight detected defects, but defects happen at any point in the fabrication and install process.
Over-production of goods: Fabricating or ordering material too early, and stockpiling material either in the shop, in a warehouse, or at the job site causes waste, including fabricating material at a faster rate than it can be installed.
Inventory: Any material not yet installed — including un-fabricated material, works-in-progress, and finished fabrications — is waste. Some inventory is usually needed to ensure that the work is performed in a timely manner to avoid the waste of “waiting.” This is “necessary” inventory. But this type of inventory still should be considered waste and is to be reduced as much as possible.
People Movement: “Treasure hunts” happen when workers go looking for tools, material, parts, or information. No value is added while walking around. We add value with our fingers, not legs.
Material Transportation: This waste happens when material is moved, loaded, hauled to the job site and unloaded or brought back to the shop. Although moving material is necessary, it is not value added and should be minimized.
Waiting: Any time workers wait for work, or work waits for workers, it is waste.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!