
|
| Jim Colt |
The two consumable parts in any plasma torch that wear most rapidly are the electrode and the nozzle. The electrode is the negative side of the plasma arc; the material being cut is the positive side. The torch nozzle is at positive potential at the beginning of each cut in order to get the pilot arc started (an arc between the electrode and the nozzle that is forced through the nozzle orifice by air pressure); then, if the torch is within striking distance of the plate, the arc transfers from the nozzle to the plate, and at this point the nozzle is electrically “floating,” and the function of the nozzle is to constrict and create the cylindrical shape for the arc, as well as to increase the velocity of the arc.
The plasma arc in an air plasma torch has a temperature in excess of 25,000°F. The nozzle, made of copper for excellent heat transfer (which melts at less than 1,100°F) uses some advanced technology that internally swirls the air flow, which slings cooler molecules to the surface of the nozzle bore, which insulates the nozzle from the high temperature arc, allowing the nozzle to remain solid. The electrode has an insert made of hafnium (an earth element), a great emitter of electrons, and holds up well in an oxygen rich environment (air is 20 percent oxygen) so it becomes the arc attachment point.
Under the high temperature conditions inside a plasma torch, the electrode hafnium emitter eventually evaporates, ultimately the cut quality will change, and the torch will start misfiring. The nozzle bore also erodes, changing the shape and energy density of the arc, also affecting cut quality. Shielded torches have a shield that electrically isolates the nozzle from touching the plate and more advanced shield designs dramatically improve nozzle life and cut quality through increasing the energy density of the arc and super cooling of the nozzle exit bore.
When the nozzle orifice becomes eroded and out of round, cut speeds will slow down and cut edge angularity will suffer. You will get more dross, and eventually the torch will not cut at all. When the electrode hafnium wears to a certain depth (differently affected on different torch designs) it will also affect cut quality and will eventually stop working.
With a hand torch, often you can run consumables until near failure as your hand can tip and change speeds to accommodate the changes in cut quality associated with consumable wear. On a mechanized torch, consumables often get changed sooner as cut quality is often more closely monitored on CNC cutting applications.
Better quality torches that are well engineered will produce better cut quality as well as dramatically longer consumable parts life, making for a more precise cutting process with a much lower cost of operation. The best engineered plasma torches today can easily achieve between 500 and 1,500 starts on a single set of consumable parts, with hundreds of feet of metal cutting achieved. Compare this type of consumable parts life to older technology air plasma systems and you will find that today’s best systems have consumables that can last from six to 10 times longer, effectively lowering the cost of consumables and lower the cost per foot of cut rather dramatically.
How Does Air Get Contaminated?
Unfortunately, the life and performance of an air plasma torch’s consumable parts can be affected by a few different factors such as air inlet pressure, air purity, amperage, cutting techniques as well as surface condition of the plate being cut (in some cases). In this article we will discuss the effect on consumable parts life and cut quality that can be caused by contaminants in the compressed air supply.
By looking back at the description above of the temperatures and the balancing act of gas flow physics that occur inside the plasma torch, I still wonder (after 35 years in this business) how the consumables last for more than a few seconds of cutting. In reality, a plasma torch is a true design marvel that allows us to use an ordinary, safe, nonflammable gas mixture (air is roughly 20 percent oxygen and 80 percent nitrogen) combined with a DC electrical power source to produce a high temperature arc that will melt virtually any metal in its path. Internal air swirl patterns are created, starting pilot arc current is accurately produced, controlled, and timed, and ramp up and ramp down amperage in today’s systems are microprocessor controlled to ensure that the torch and consumables are adequately cooled while maintaining a high level of energy density to get the cutting job done.
A typical compressed air system involves a motor driven compressor and an air storage tank (known as a receiver). There also is an air delivery system that consists of pipe or hose that is designed to adequately deliver compressed air at the correct flow rate and pressure to the plasma cutting system. The pressure and flow rate will vary depending on manufacturer and model of the plasma system, so the compressor and plumbing system must be sized properly to deal with the plasma system being used.
The compressor simply takes the same air we are breathing and runs it through a pump (usually a piston type compressor pump) that delivers the air to the receiver and increases its pressure. In most cases the compressor increases the air pressure from atmospheric pressure to somewhere in the range of 90 to 135 psi (pounds per square inch). By increasing the pressure of air, a much higher volume (as measured in cubic feet) can be stored in the receiver, which makes the system more efficient.
Unfortunately, many locations on this planet have relatively high levels of moisture or humidity in the air, and when compressing the air into the receiver, the same volume of moisture per cubic foot of air is also stored with the air. The compressor pump creates some heat in the stored air so the air going into the receiver is rather hot as well. High humidity levels and warm air are then stored in the compressor’s receiver tank. As this warm air travels through the plumbing system on the way to the plasma cutter, the air cools inside the pipes and hoses. When air cools the relative humidity starts to react by condensing, and at this point we have air at 90 to 135 psi, with aerosol droplets of moisture. When the air reaches the plasma torch there is a pressure drop as the air re-enters atmospheric pressure, and further rapid cooling and condensing of the moisture occur, which allows some air and a relatively high level of water to be present inside the plasma torch. On a hot, humid day with a compressed air system with no moisture traps or protection, it is not uncommon to see a mist of water spraying out of a plasma torch head while in the test air flow mode (no plasma arc, just air flow). When this occurs, all bets are off in regards to plasma torch cut quality and consumable parts life.
Why, How Does the Water Affect the Torch Consumables?
As mentioned earlier, the plasma cutting process is a carefully controlled balancing act of physics. An air plasma torch is carefully designed to create the correct flow rate and gas swirl pattern that will provide a good combination of arc velocity, energy density, and consumable life. Clean, dry air is close to 20 percent oxygen and 80 percent nitrogen, and the consumable parts are engineered and precision manufactured to work best with this gas combination. When moisture is added in the plasma torch inner plenum, the gas chemistry changes. Water is comprised of oxygen and hydrogen molecules and as soon as it is subjected to the high temperatures inside the torch it rapidly returns to the oxygen and hydrogen state, which mixes with the air mixture in the torch. The hydrogen and increased oxygen content alter the balance of physics as well as cooling effects in the torch. The electrode’s hafnium emitter starts to erode very rapidly, in turn damaging the nozzle bore and orifice shape dramatically changing cut quality and wearing the consumable parts at a rapid pace.
Often, there can be other contaminants in compressed air as well. A worn compressor pump may be bypassing some oil by its piston rings, old rusty piping may be allowing particles of rust to get into the torch, and the air intake of the compressor could be near a source of dust that could be pulling other particulates into the mix as well, all of which will affect the process.
Since the relative humidity in geographic locations varies tremendously and also tends to vary seasonally, it is common to see short consumable life and poor cut quality symptoms come and go. In North America the humidity levels certainly increase during the warm summer months, and the volume of calls regarding short consumable life rise dramatically. It is common for the first time plasma owner to not believe that the dramatic performance change could be related to the weather, and often they suspect defective consumables, torch, or want to change components in the power supply. Believe it or not, moisture in your compressed air system can have a rather dramatic effect on any plasma cutter that uses air.
Solving a Moisture/Particulate Issue in a Compressed Air System
Moisture in a compressed air system is not just an issue with plasma cutting systems. Automotive and industrial paint spraying is affected by moisture; virtually all air tools are affected by moisture in air lines as well. The solution to rid your compressed air system of moisture may be extremely simple or it could be a bit more complex depending on the level of moisture. The single most important task to minimize moisture is to drain the moisture from your compressors receiver tank daily. Moisture accumulates in the tank as it cools and it is not uncommon for gallons of water to be present daily in a compressor tank when located and operated in a very humid climate.
Here are other suggestions:
In most low duty cycle small shop plasma cutting applications, a simple coalescing filter/particulate filter that is designed to remove small amounts of water may be adequate. Most of these units have an auto drain mechanism that will dump water when it starts to build up in the reservoir. Many plasma cutter manufacturers offer these as accessories for their systems. You can also find these types of filters at automotive stores that cater to the auto body business, as the pressures and flow rates in auto paint spraying operations are similar to plasma cutter requirements.
There are also some replaceable element filters that work well for both particulates as well as water. The most popular is the Motor Guard brand that makes a special housing and replaceable element specifically for plasma cutting. Again, these filters are good for low levels of moisture and low duty cycle operation of your plasma cutter. When the element gets water saturated or plugged with particulate it may allow water to pass or may reduce the flow rate to a point that the plasma system will not operate.
For higher duty cycle operations and/or high humidity locations, it may be necessary to invest in a refrigerated air dryer. These units are connected to your airline and rapidly reduce air temperature, which causes the water to condense into large particles which are then separated from the air in a coalescing filter with an automatic drain. There are some small refrigerated systems available in the $500 to $1,000 price range. Over time these units will pay for themselves with longer consumable life and better overall cut quality.
Along the line of refrigerated air dryers are self-regenerating desiccant dryers. Don’t confuse these with low cost desiccant dryers that will quickly saturate with moisture; rather, these self-regenerating dryers have multiple chambers full of desiccant pellets and are designed for continuous duty. Always use particulate filters after a desiccant dryer so that the absorbing particles cannot get into your plasma system.
Be careful not to “overdo” filtering. I get calls every week regarding plasma systems that shut down (internal pressure switches for protection) automatically as a result of too many filters. Every filter that is installed on an air line will drop some pressure under full flowing conditions. If there is any doubt, install accurate pressure gauges on the upstream and downstream of filters and monitor these gauges while air is flowing at the torch. The amount of drop will help you monitor the condition of your air filtering system.
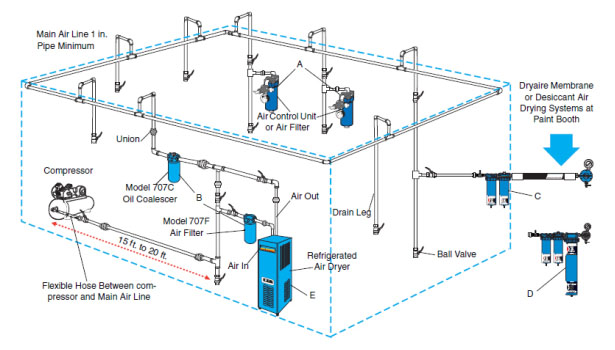
At the top of this article is a schematic of a well-engineered compressed air system. Notice the way the air line take offs are all at “risers” in the system, and that there are drains at the low spots in the system. Notice the location of the components such as the compressor, receiver, and the refrigerated dryer? All well thought out with the best possible chances of removing moisture from the system. In most cases the air system does not need to have all of these features, but keep them all in mind when designing yours.
Happy plasma cutting!
Report Abusive Comment