Meeting NOx Emission Limits at Low Temperatures
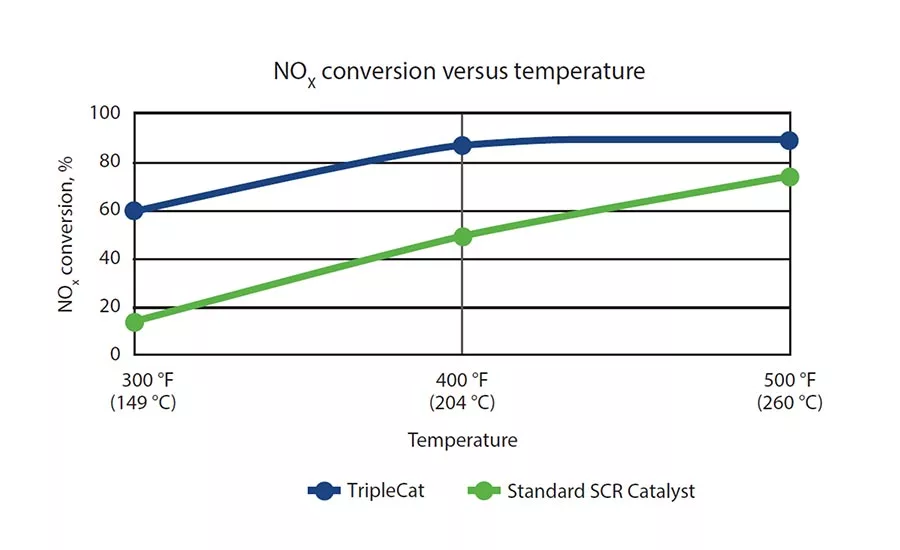
An NOx conversion versus the temperature for Umicore’s regular DNX catalyst and the new TripleCat catalyst. This figure shows more than threefold activity for the TripleCat catalyst compared to the regular one at 300°F.
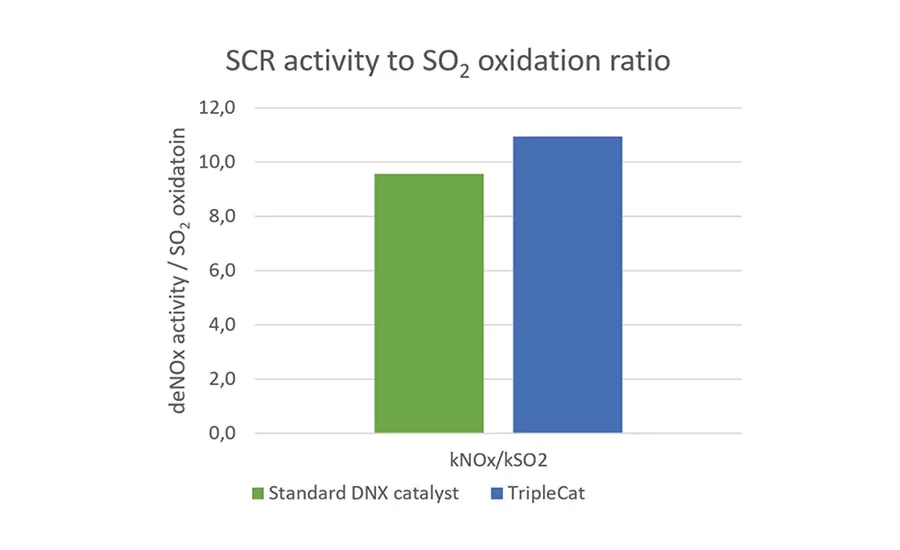
SCR activity to SO2 oxidation ratio: The TripleCat catalyst aimed to achieve a higher number compared to the standard DNX catalyst. The increased vanadium loading on the catalyst is contributing to the DeNOx reaction and not just SO2 oxidation.

Umicore’s TripleCat catalyst with test elements are installed in a U.S.-based boiler. The darker color of the catalyst compared to a standard DNX catalyst is due to the much higher vanadium loading.
The increasingly stringent emission requirements put in place by authorities and communities around the country require boiler and turbine operators to reevaluate their emission strategies.
Small and medium-sized boilers are often the foundation for production for smaller and mid-sized companies. Until recently, they have been able to continue operation with only primary types of emission control (e.g., low-NOx burners). These smaller compact boilers often feature a very low exhaust gas temperature less than 400°F, a temperature too low for NOx removal using traditional selective catalyst reduction (SCR).
If operation has not been possible using only primary types of emission control, installation of a downstream SCR catalyst combined with reheating of the exhaust gas have been necessary in order to get the boiler into emission compliance, which increases both revamp phase and operational costs.
A standard vanadium-based SCR catalyst has an operating temperature window from around 400°-1,100°. Installations with operation temperatures down to 350° exist; however, at this temperature, the catalyst activity potential is very low, and a significant “penalty” in terms of the catalyst volume is paid, which adds to a large system footprint and increases costs and pressure drop.
Having an optimal catalyst temperature range between 300°-500° would enable these small and medium-sized boiler operators to continue operation while still meeting more stringent emissions requirements. Such a revamp would pose a much smaller financial burden than using a traditional-type SCR catalyst, where reheating of gas would be needed in many cases.
With input from clients and Umicore’s sales team, the manufacturer’s research and development team developed the TripleCat DNX-LT (TripleCat) SCR catalyst with a three-fold activity increase in the 300°-350° range compared to a traditional catalyst (see Figure 1).
One of the parameters Umicore customizes for an SCR project is the amount of active sites of the catalyst. An active site is where the reaction between NH3 and NO takes place to form harmless N2 and H2O. For instance, at high temperatures, a lower amount of active sites is needed because the SCR activity is limiting the transport of gas to and from the catalyst surface, thus the NOx reduction is less controlled by the amount of active sites in the catalyst itself. On the other hand, when operating at lower temperatures, the amount of active sites becomes important for the NOx reduction activity. In the production of many types of SCR catalysts, there is a certain limit for how many active sites can be loaded onto the surface of the catalyst and still maintain a good activity per site. Simply, the surface becomes too crowded, which causes the NOx removal efficiency of each active site to decrease, and, in addition, there is a risk of compromising the thermal stability of the catalyst as well as the formation of unwanted byproducts.
With this in mind, Umicore has conducted extensive research and development originating in its know-how within applications, catalysis, and production methods and has developed a completely new way of making a catalyst with significantly increased NOx reduction activity at low temperatures. The catalyst can “carry” a high amount of catalytic active materials while still maintaining not only high efficiency of each active site but also good flue gas stability. This has been possible by developing a unique production method in combination with the right choice of catalyst materials. Moreover, combining the catalyst with Umicore’s corrugated glass, fiber-based substrate gives the opportunity to have a high catalyst mass, which is furthermore beneficial for low-temperature performance as well as a low pressure drop. The final catalyst is vanadium-titania-based and reinforced with glass fibers, which has been a well-proven technology for flue gas after treatment for decades.
Ammonium Bisulphate
Low-temperature operation cannot be discussed without addressing the elephant in the room — ammonium bisulphate (ABS).
In the presence of SO3 (not SO2) and NH3 at low temperature, ABS will form. For low-temperature applications, it does not take much SO3 before equipment slips below the ABS formation temperature or dew point. Hence, it is a prerequisite that SO3 gases are removed from the flue gas prior to the catalyst or that sulphur-free fuel or NG are used when operating a SCR catalyst at low temperatures.
An increased vanadium loading on the catalyst also comes with an increased SO2 to SO3 oxidation, but, because SO2 oxidation normally increases exponentially with increasing temperature, the oxidation rate becomes very low in the low-temperature range. Moreover, the Umicore catalyst is a lightweight catalyst that is born with low-SO2 oxidation based on volume. Having said that, there will still be a couple of times more vanadium than a regular-type DNX catalyst, hence higher SO2 oxidation as well. Because Umicore’s TripleCat catalyst still has high NOx removal efficiency per vanadium atom, it has been possible to achieve high NOx removal without compromising the ratio between deNOx performance and SO2 oxidation.
For example, if deNOx removal had decreased per active site, the ratio would decrease when compared with a standard catalyst. Figure 2 illustrates this is clearly not the case; in fact, it performs a little better. Moreover, the unique corrugated-based substrate ensures that macropores are present, allowing for better resistance from pore blocking that may be caused by ABS. They simply allow the flue gas to enter into the interior of the catalyst despite buildup of deposits on the catalyst surface.
Field Case
The TripleCat catalyst has been tested and exposed to real flue gas for up to several thousand hours of operation on a diverse type of plants, such as cement, biomass, and waste plants, and off-course boilers. It is expected to be in regular operation in about five plants worldwide by the end of 2020.
A small boiler that had struggled to reach emission regulation was successfully brought under the emission limit using the new TripleCat catalyst.
The specific boiler is based in the U.S. The SCR catalyst was originally designed to be operating with four times the current flue gas flow rate and at higher temperatures too. So, with the catalyst designed for four times a higher flow rate, it should easily meet the emission requirement, right?
Unfortunately, the combination of several design-related issues and operation below 350° made it difficult for the plant to meet the required emissions.Even with the overdosing of ammonia, the required NOx output was not met. The plant operated with exceptions from its permit and was on its final and last exception.
The whole revamp project consisted of optimizing the ammonia injection for the lower flue gas flow rate. Changes were made to the guide vanes, the existing catalyst was taken out and replaced with the TripleCat catalyst, and half of the cross section was blocked off.
In Figure 3, the catalyst has a much darker tone than a traditional DNX deNOx catalyst, which is a clear indication of the increased amount of active sites. The test elements, which allow the client to follow the performance of the catalyst over time, are installed in the middle.
With the new catalyst installed and a final tuning of the boiler, the plant was initiated. It has been operating for 4,000-plus hours and is able to meet the requirements for both NOx and NH3 slip, demonstrating the strong performance of the new catalyst.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








