
BALANCING
Before detailing the differences of static vs. dynamic, let’s first explore balance and its importance to sheaves and the overall drive. When an object like a sheave or even the wheel on a car rotates, centrifugal force causes the mass to naturally move away from the axis of rotation. If a sheave is not balanced, it will have an inherent uneven distribution of weight. This uneven weight distribution (even very minimal) magnifies vibration and noise when rotated and as speed of rotation increases. Unbalanced sheaves can also lead to premature life of other drive components due to the vibration and stresses placed on the components. In order to balance the sheave, we must remove small amounts of material (weight) so that the center of the sheave becomes optimally concentric with the axis of rotation.STATIC BALANCE
The Mechanical Power Transmission Association (MPTA) is a body of manufacturers, including Browning, that defines criteria for the manufacture of power transmission products including sheaves. Static sheave balance is defined by MPTA as “one plane or static balance.” MPTA states, “A rotating body is said to be in static balance (sometimes called standing balance) when its center of gravity coincides with the axis upon which it revolves.” One plane balance is the recommended norm for most sheave products. As a result most sheaves, such as Browning’s, are statically balanced. The MPTA body corrects for static imbalance by removing weight (typically a drilled hole) from the heavy spot.NOTE: MPTA one plane balancing guidelines are based on the allowable peripheral speed of cast iron (6,500 ft/min or 33 m/sec).
DYNAMIC BALANCE
With dynamic unbalance vibration also occurs when the part is rotated. MPTA states “dynamic unbalance is a condition where opposite radial centrifugal forces are acting on a sheave but not in the same radial plane. These centrifugal forces form an unbalanced ‘couple’ tending to cause vibration at each end of the sheave, but in opposite directions as shown below.”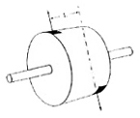
Warning:MPTA and Browning stress - When belt speeds exceed 6,500 feet per minute, special materials must be used. Contact the manufacturer for assistance in selection.
SUMMARY
Static balance is the most common form of sheave balancing and most applications do not require dynamic balance. For those applications that do, manufacturers such as Browning can perform dynamic balancing for an added charge. However, it is best to speak with an application engineer to determine if the application is a candidate.Reprinted with permission from the Browning Belt Drive Monthly published by Emerson Industrial Automation. For more information, visit www.emerson-ept.com.
Publication date:04/19/2010

Report Abusive Comment